



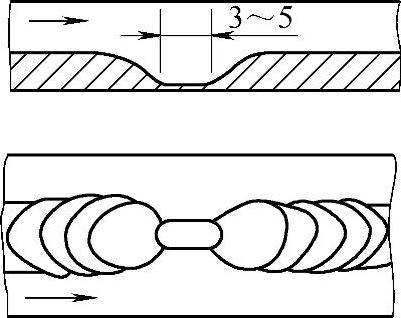
图9-31 焊缝接头闭合前 留待熔穿的间隙
气孔是指在焊接过程中,焊缝金属中的气体在金属冷却以前未能来得及逸出,而在焊缝金属内部或表面形成的孔穴。焊缝中有气孔,将降低接头的严密性和塑性,并减小焊缝有效截面而使接头的机械强度降低。当各种气孔尺寸相同时,长形和链状的气孔要比圆形的气孔危害性更大,根部气孔比表面气孔危害性更大,垂直气孔比横向气孔危害性更大。
(1)气孔的类型 按气孔形状的不同,可分为圆形气孔(图9-32a)、长形气孔(图9-32b)、链状气孔(图9-32c)和蜂窝气孔(图9-32d);按气孔分布位置的不同,可分为:表面气孔、根部气孔、垂直分布的气孔和横向分布的气孔。

图9-32 气孔类型
a)圆形气孔 b)长形气孔 c)链状气孔 d)蜂窝气孔
(2)产生气孔的主要原因
1)熔化金属冷却太快,气体来不及从焊缝中逸出。
2)焊条涂料太薄或受潮。
3)电弧太长或太短(电弧太长,空气易侵入熔池;电弧太短,阻碍气体外逸)。
4)焊件及焊条上沾有的锈、漆、油等污垢在电弧热能作用下气化而放出气体。(https://www.xing528.com)
5)母材及焊条化学成分不当,例如含碳量过多,所含的合金成分使熔化金属发黏,形成熔渣黏度太大等。
6)焊工操作技术不良。自斜立缝过渡到平缝位置时,焊工往往担心熔化金属下坠而加快运条速度,以致形成很薄的焊肉,故熔化金属冷却太快,气体来不及从焊缝中析出而形成气孔。
(3)防止产生气孔的措施
1)选择适当的电流;运条速度不应太快;焊接中不允许风吹雨淋;当焊件体积太大或周围温度很低时,可进行预热。
2)注意保管焊条,焊接时必须用干燥好的焊条。
3)根据焊条的性质(熔渣黏度),选择适当的电弧长度来焊接。
4)清除附着于焊件及焊条表面的污垢。
5)焊接横缝、斜立缝及平缝时应运用顶弧焊法,避免突然熄弧而引起很薄的熔池。熄弧时,应先填满熔池。
6)选用由于母材化学成分不当而可加以补偿的填充材料施焊,如在焊条涂料中引入良好的脱氧剂等。
7)严重的气孔缺陷应铲除补焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。