



外观缺陷不仅影响焊缝的外形美观,而且直接影响到焊缝的质量及构件的使用。
(1)外观缺陷的种类 外观缺陷主要有咬肉、焊缝外形尺寸不符合要求、焊缝与母材未熔合等几种。
1)咬肉。咬肉又称咬边,是焊缝两侧与母材交界处形成凹槽的现象,如图9-25所示。咬肉减少了母材的有效面积,并且在咬肉处形成应力集中,因此对铸铁及淬火钢来说是一种危险的缺陷,承载(特别是动载荷)后有可能在咬肉处产生裂纹。
2)焊缝表面成形不良。焊缝表面成形不良的主要特征是焊缝表面形状高低不平、焊波粗劣、焊缝宽度不均匀(有的部位焊缝太宽,有的部位焊缝太窄)、焊缝高低不平(余高有的地方过高,有的地方过低),如图9-26所示。焊缝高度太高或太低都不好,太高(图9-26a)时,焊缝与母材陡急交界,形成应力集中;太低(图9-26b)时,不能得到足够的接头强度。焊缝纵向宽度不一致(图9-26c)也是不符合要求的,因为除了成形不美观,还影响焊缝与母材的牢固结合。
3)焊缝与母材未熔合。焊缝与母材未熔合,即“黏合”现象,主要是由于运条不当,或电流太小,使填充金属溢流于未熔化的母材之上造成的。如果产生在熔化金属与坡口交接处(图9-27),则是一种危险缺陷(成为了内部缺陷)。
4)焊瘤。在焊接过程中,熔化金属流敷在未熔化的母材或凝固的焊缝上所形成的金属瘤,称为焊瘤,如图9-28所示。焊瘤不仅影响焊缝的美观,而且下面常有未焊透缺陷,易造成应力集中。管道内部的焊瘤还会影响管内的有效面积,甚至会造成堵塞现象。
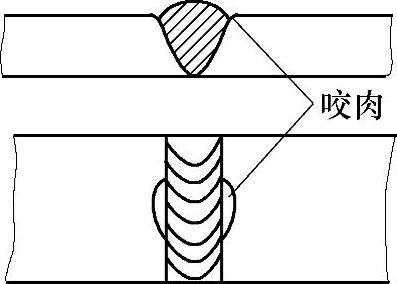
图9-25 咬肉缺陷

图9-26 焊缝外形尺寸缺陷
a)焊缝太高 b)焊缝太低 c)焊缝纵向宽度不一致

图9-27 熔化金属与坡口交接处未熔合缺陷
 (https://www.xing528.com)
(https://www.xing528.com)
图9-28 焊瘤
5)弧坑。在焊缝末端或焊缝接头处低于基本金属表面的凹坑称为弧坑,如图9-29所示。弧坑不仅影响焊缝的美观整齐,而且会使该处焊缝的强度严重减弱,同时弧坑内很容易产生气孔、夹渣或微小裂纹。
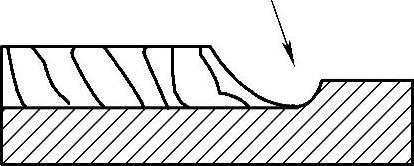
图9-29 弧坑
(2)产生缺陷的主要原因
1)电流选择不适当。电流太大易产生咬肉,且使焊条熔化过快,不易控制焊缝成形;电流太小则易产生“黏合”现象。
2)运条不正确。焊工技术低或操作不熟练致使运条不正确,从而形成外观缺陷。
(3)防止缺陷的措施
1)焊接表面焊缝时应选择适中或略小的电流,横焊时可选用小直径焊条焊接焊缝上、下两侧与母材交接处的两道焊波。
2)焊条角度要正确。在焊斜缝、立缝及平缝位置时,焊条应保持顶弧焊角度;而焊仰缝及立缝时,则要运用焊条端部托住熔化金属防止坠落。在平焊、立焊和仰焊位置,焊条沿焊缝中心线应保持对称和均匀地摆动;在横焊时,焊条角度应能保持熔化金属顺利地向熔池过渡而无坠落现象。
3)适当的运条速度,以保证熔化金属与母材充分熔合,焊缝外形尺寸均匀一致(这与焊工的技术水平有关)。一般来说,平缝、横缝、立缝、仰缝所使用的运条速度应循序增加,即平焊运条速度小,而仰焊运条速度快。
4)焊缝的外观缺陷可用补焊法来修补。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。