



【摘要】:图9-16所示为工字梁的变形及矫正。图9-16a所示为工字梁角变形的矫正方法,即在凸起处进行线性加热,如板较厚,可在两条焊缝背面同时加热矫正。在钢结构件变形的矫正中,切不可孤立地看待某个零部件,因为它们是相互约束的,应把构件看作一个整体,从整体上来分析、解决问题。如果把两根工字钢和隔板看作一个整体,矫正起来就比较容易。
工字梁的变形有角变形、拱变形和旁弯变形三种。图9-16所示为工字梁的变形及矫正。
图9-16a所示为工字梁角变形的矫正方法,即在凸起处进行线性加热,如板较厚,可在两条焊缝背面同时加热矫正。
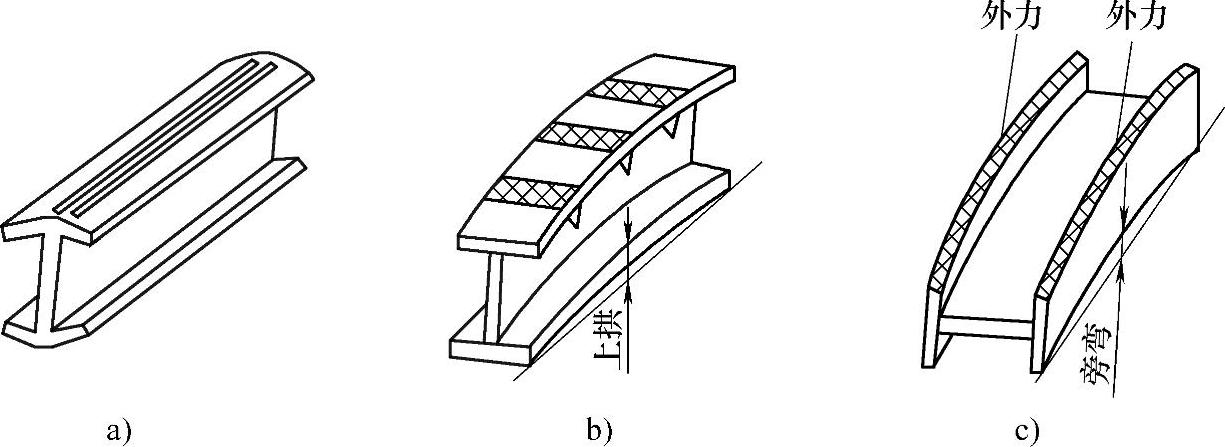
图9-16 工字梁的变形及矫正
a)角变形的矫正 b)拱变形的矫正 c)旁弯变形的矫正
图9-16b所示为工字梁拱变形的矫正方法,即在上拱面上进行线状加热,在立板上部用三角形加热法矫正。如果上拱量较大,可在加热的同时,在梁的弯曲顶点位置施加压力,并且加热面积要加大。加热顺序为先中间后两侧,对称加热。
图9-16c所示为工字梁旁弯变形的矫正方法,即在上、下两侧板的凸起处同时采用线状加热,并附加外力矫正。(https://www.xing528.com)
图9-17所示为较复杂梁的拱变形及矫正方法。图9-17所示的梁由两根工字钢和隔板组成,结构较复杂。在钢结构件变形的矫正中,切不可孤立地看待某个零部件,因为它们是相互约束的,应把构件看作一个整体,从整体上来分析、解决问题。如果把两根工字钢和隔板看作一个整体,矫正起来就比较容易。
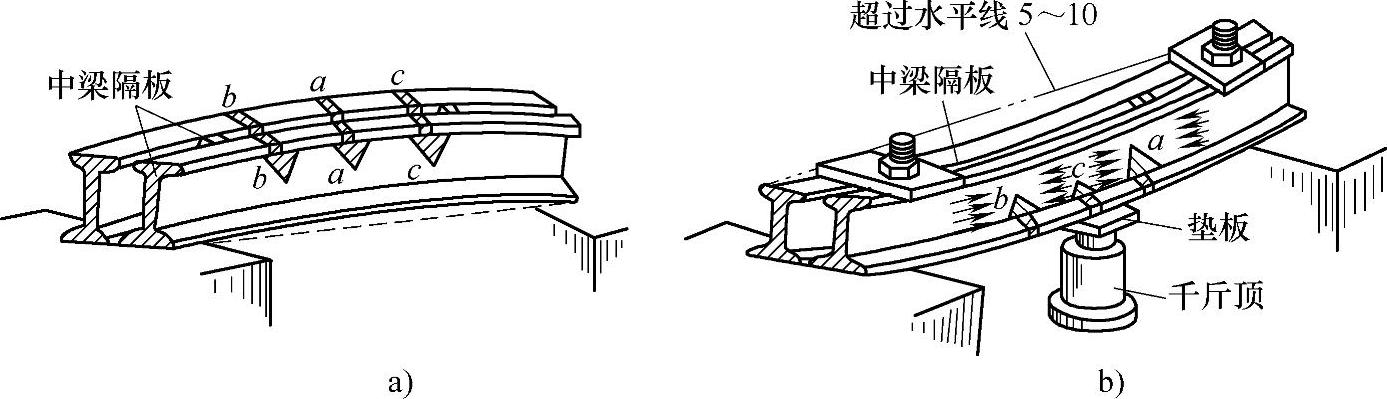
图9-17 较复杂梁的拱变形及矫正方法
a)上拱变形矫正 b)下拱变形矫正
图9-17b中,千斤顶对梁的底部凸起部位施加压力,在火焰矫正结束时,千斤顶应把梁底部凸起部位顶过水平线5~10mm,以抵消由于梁的自重和梁在冷却后回弹而使梁中部下降的距离,确保梁的平直。当梁变形较小时,只需在a、b处及其对称位置处加热;当变形量较大时,必须在c处采用小三角形(约为a、b处加热三角形面积的1/3)加热法加热,以免反变形过度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。