



1.焊前处理
1)焊接前应检查栓钉是否带有油污,两端不得有锈蚀,如有油污或锈蚀,应在施工前采用化学或机械方法进行清除。
2)瓷环应保持干燥状态。
3)母材或楼承钢板表面如存积水、氧化皮、锈蚀、非可焊涂层、油污、水泥灰渣等,应清除干净。
4)施工前应有焊接技术负责人员根据焊接工艺评定结构编制焊接工艺文件,并向有关操作人员进行技术交底。
2.焊接作业环境要求
1)焊接作业区域的相对湿度不得大于90%,严禁雨雪天气露天施工。
2)当焊件表面潮湿或有冰雪覆盖时,应采取加热去湿除潮措施。
3)当焊接作业环境温度处于-5~0℃时,应将构件焊接区域内大于或等于三倍钢板厚度且不小于100mm范围内的母材预热到50℃以上。当焊接作业环境温度低于-5℃时,应单独进行工艺评定。
3.机具准备
1)栓钉施工主要的专用设备为熔化焊栓钉机。
2)根据现场条件、供电要求和施焊数量确定台数、一次线长度、稳压电源、把线长度。因焊接电源耗用电流大,应考虑专路供电。正确接入初级电压后接地要牢靠。此外,还需要经纬仪、游标卡尺、盒尺、钢直尺、记号笔、气割枪、烘干箱、电动砂轮等。
3)焊枪的检查。
①焊枪筒的移动要平稳,定期加注硅油。(https://www.xing528.com)
②焊枪拆卸时,应先关掉开关后操作,另外应谨防零件失落。
③检查绝缘是否良好。
④检查电源线和控制线是否良好。
⑤每班焊前检查,焊后收齐。严禁水泡,施焊中电缆不许打圈,否则电流降低。
4.栓焊参数
栓焊参数主要为电流、通电时间、栓钉伸出长度及提升高度。根据栓钉的直径不同以及被焊钢材表面状况、镀层材料选定相应的焊接参数,一般栓钉的直径增大或母材上有镀锌层时,所需的电流、时间等各项焊接参数相应增大。被焊钢构件上铺有镀锌钢板时,要求栓钉穿透镀锌钢板与母材牢固焊接,由于压型板厚度和镀锌层导电分流的影响,电流值必须相应提高。为确保接头强度,电弧高温下形成的氧化锌必须从焊接熔池中充分挤出,其他各项焊接参数也需相应提高。提高的数值还与镀锌层厚度成正比。
拉弧式栓焊焊接的平焊位置栓焊焊接参数,见表7-4。横向位置栓焊焊接参数见表7-5。仰焊位置栓焊焊接参数见表7-6。
表7-4 平焊位置栓焊焊接参数
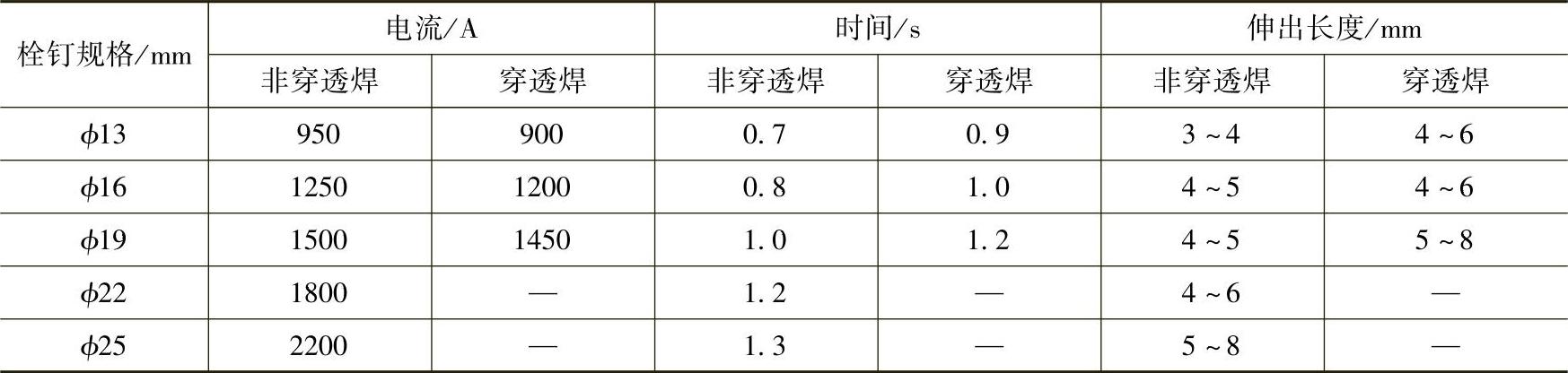
表7-5 横向位置栓焊焊接参数

表7-6 仰焊位置栓焊焊接参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。