



拉弧式栓焊焊接设备的安全要求应符合CECS226—2007《栓钉焊接技术规程》的规定。栓焊焊接设备应有以下证明文件:
1)产品使用说明书。
2)产品合格证书。
3)装箱清单。
1.焊接电源和控制器
1)焊接电源应具有恒流带外拖的电流特性,能瞬间输出大电流。
2)焊接电源负载持续率应大于10%。
3)焊接电源应在使用范围内连续可调,当电网电压变化为额定值的±10%时,其焊接电流的变化率应在±5%之间。
4)焊接时间应在使用范围内连续可调且焊接过程应能自动进行。
5)栓焊焊接电源应使用专用的配电控制箱,配电控制箱的各项指标应符合GB 7251.4—2006《低压成套开关设备和控制设备 第4部分:对建筑工地用成套设备(ACS)的特殊要求》的规定,每个配电控制箱除可接入一台用于修补栓钉的焊条电弧焊机以及必要的机具外,不得接入第二台栓焊焊接电源。
2.焊枪(https://www.xing528.com)
1)焊枪应具有按已设定的程序带动栓钉自动提升、下降的功能,其执行机构可以是电磁铁、步进电动机或伺服电动机。
2)焊枪带动栓钉的提升高度和下降速度应满足栓焊的工艺要求。
3)焊枪夹头应选用电阻率低、弹性好的材料。
4)按额定焊接电流焊接相应直径的栓钉,在额定负载持续率下连续工作2h以上,其焊枪手持部位的最高温升应小于或等于30℃。
3.连接电缆
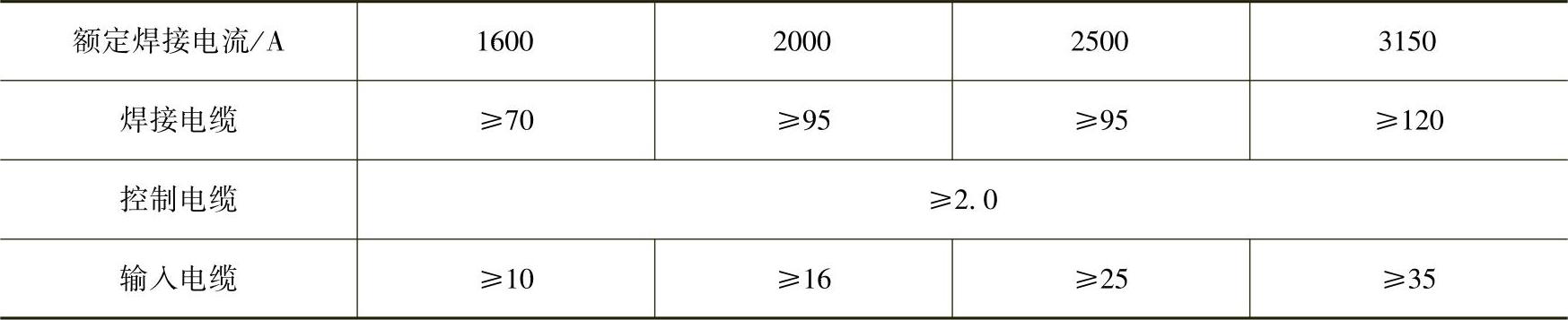
1)连接焊枪和接地钳的焊接电缆、控制电缆和焊接设备的输入电缆,其导线截面面积应符合表7-3的规定。电缆的长度一般不应超过20m,减少电缆导线的截面面积或任意加长焊接电缆的长度,都会增加焊接回路的损耗,降低焊接能力,影响栓钉的焊接质量。如果对连接电缆有特殊要求,应与栓焊焊接设备生产厂家协商解决。
2)各种焊接电缆应接触良好。
表7-3 电缆导线的截面面积 (单位:mm2)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。