



药芯焊丝CO2气体保护焊是采用气-渣联合保护的一种焊接方法。该方法可以进行全位置焊接,且具有抗风力强、焊缝外观成形美观、熔敷金属的力学性能良好、可用于重要的焊接接头等优点。缺点主要是当电弧过长时会产生气孔。如果在焊接过程中保持稳定的电弧电压,则可避免这种现象。
由于药芯焊丝所用的焊丝芯部粉剂改变了电弧的特性,因此其焊接操作与实心焊丝有所不同,主要有以下方面。
1.焊丝
使用前,药芯焊丝必须在250~300℃温度下进行烘烤,否则粉剂中吸收的水分将会在焊缝中产生气孔缺陷。
2.焊接电源
药芯焊丝CO2气体保护焊具有良好的电源适应性,直流、交流、平特性或下降特性的电源均可使用。
3.焊接坡口形状及尺寸
由于药芯焊丝的穿透能力较焊条、实心焊丝大,故可以选择较小的焊脚尺寸,以减少焊材用量和焊接时间,提高效率。
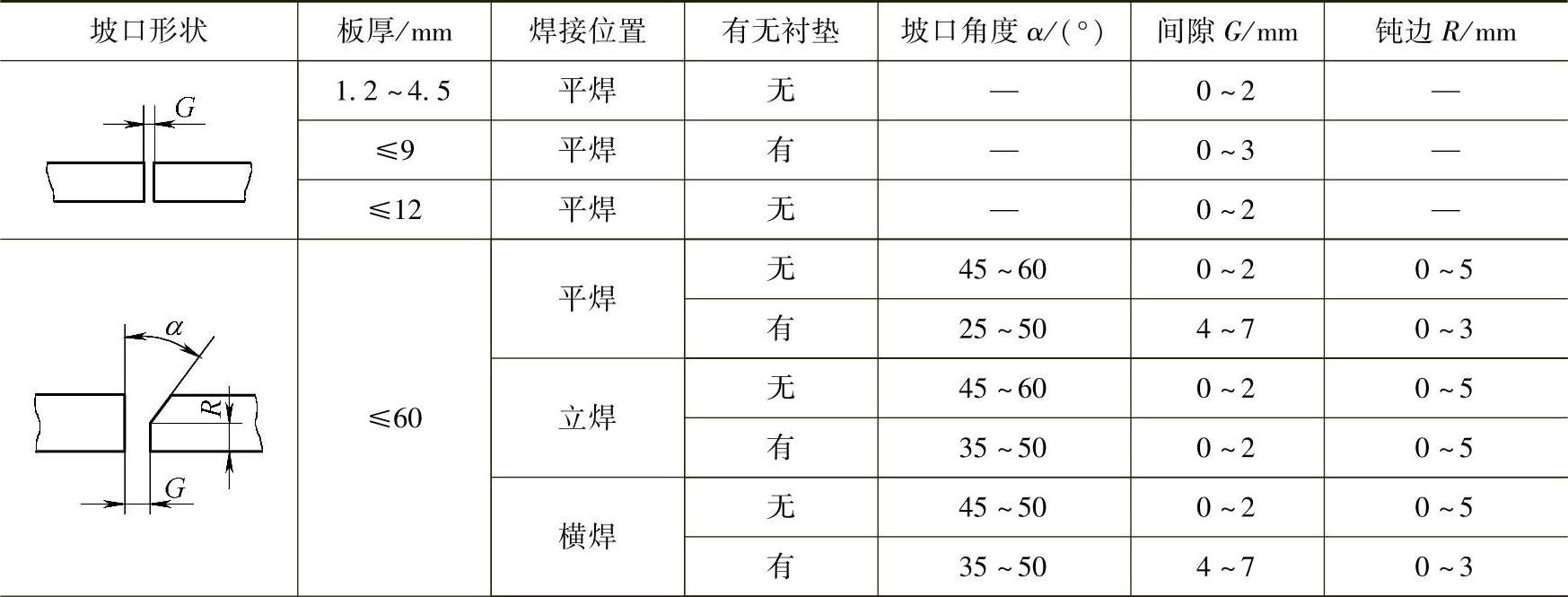
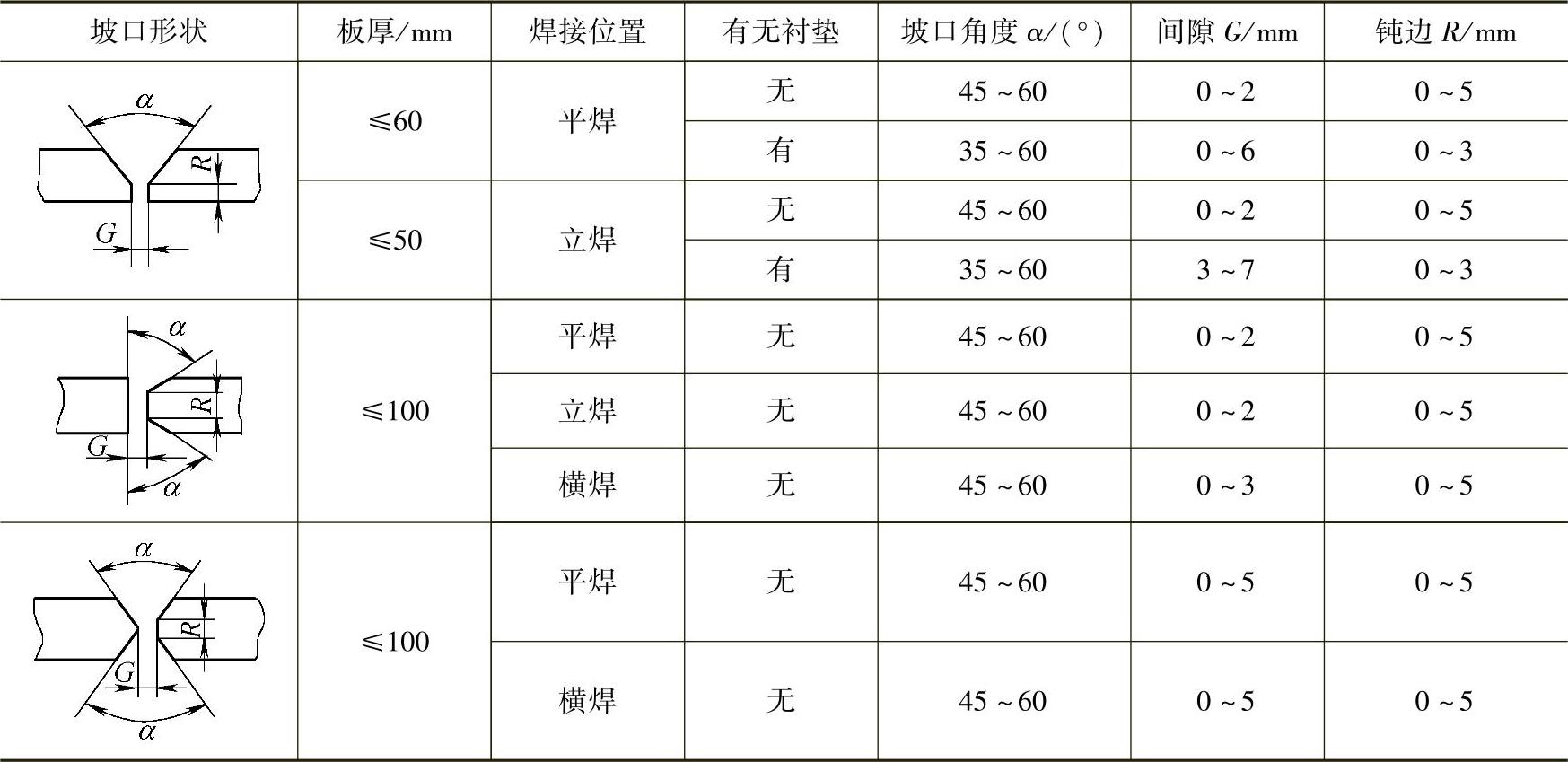
使用药芯焊丝,对焊接接头的准备有较高的要求,如果有气割和等离子切割后的结瘤,必须彻底清除。药芯焊丝气体保护焊的焊接坡口形状及尺寸见表4-10。
表4-10 药芯焊丝气体保护焊的焊接坡口形状及尺寸
(续)
4.焊接参数
药芯焊丝CO2气体保护焊的焊接参数主要包括焊接电流、电弧电压和焊接速度等。其中,电弧电压对电弧稳定性的影响没有实心焊丝明显,其与电流的匹配没有特殊要求,电弧电压对背面焊缝的成形不明显。从焊接过程的保护效果和焊缝成形考虑,电弧电压在25~35V较为合适,焊接电流视焊丝直径而定,一般在200~700A。(https://www.xing528.com)
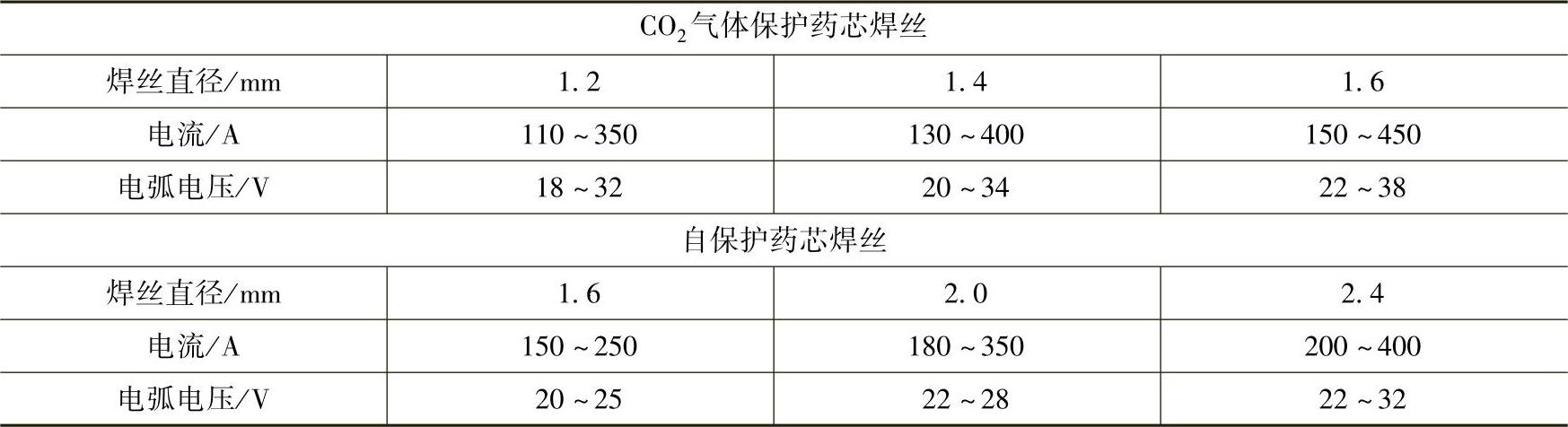
不同直径药芯焊丝常用的焊接电流和电弧电压范围见表4-11。
表4-11 不同直径药芯焊丝常用的焊接电流和电弧电压范围
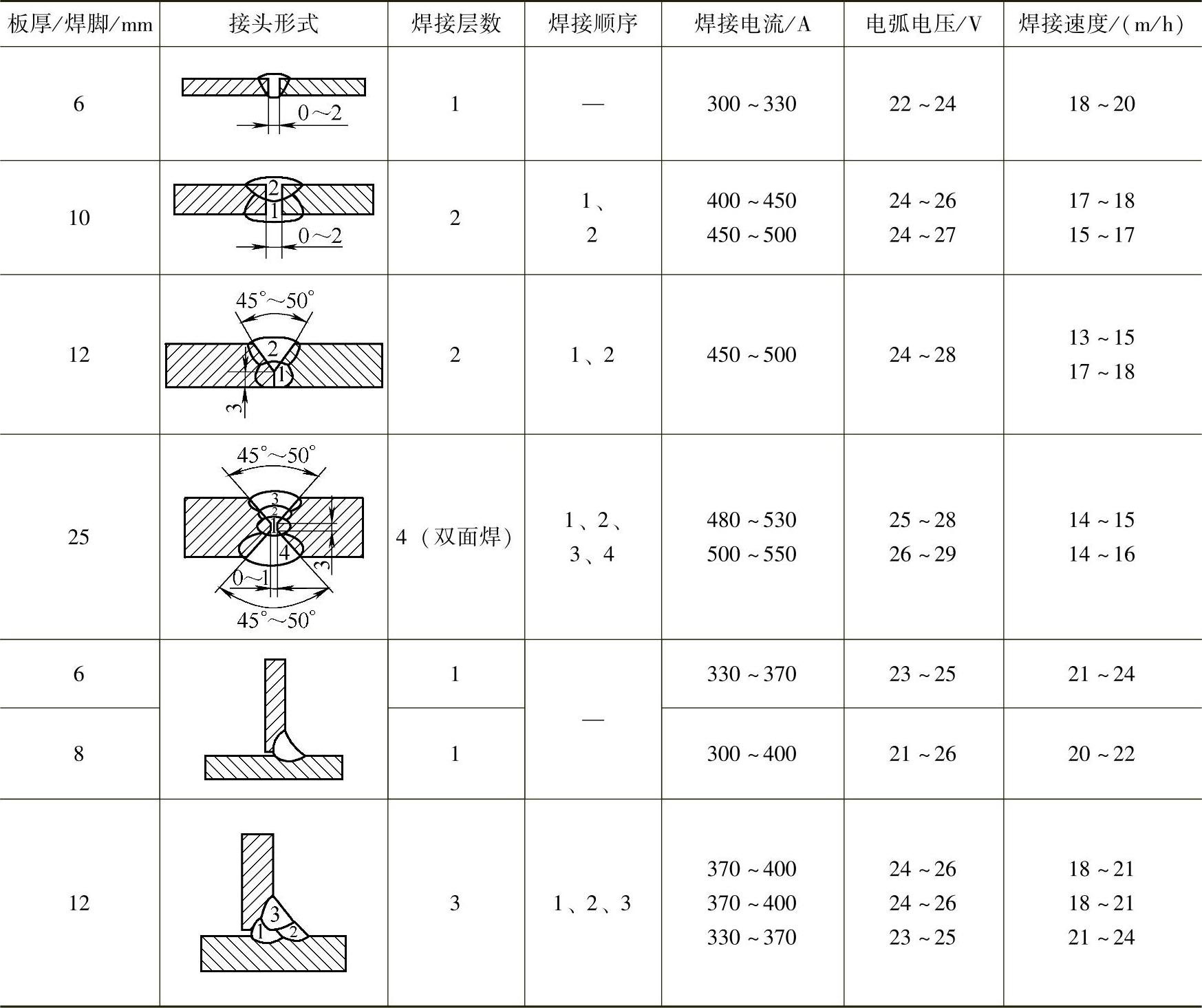
药芯焊丝在中厚板不同位置焊接时常用的焊接电流和电弧电压范围见表4-12。
表4-12 药芯焊丝在中厚板不同位置焊接时常用的焊接电流和电弧电压范围

当焊接电流和电弧电压确定后,焊接速度不仅对焊缝的几何形状产生影响,而且对焊接质量也有影响。药芯焊丝在半自动焊时,焊接速度通常在30~50cm/min。焊接速度过快易导致熔渣覆盖不均匀,焊缝成形变坏。在有漆层或有污染的表面的钢板焊接时,焊接速度过快易产生气孔。但焊接速度过小,熔融金属容易先行,会导致熔合不良等缺陷的产生。
5.焊丝伸出长度
药芯焊丝气体保护焊时,焊丝伸出长度一般为15~25mm。焊接电流较小时,焊丝伸出长度小;电流增加时,焊丝伸出长度要适当增加。如果采用ϕ1.6mmCO2气体保护药芯焊丝,当电流为250A以下时,焊丝伸出长度为15~20mm;当电流为250A以上时,以20~25mm为宜。改变焊丝伸出长度,会对焊接工艺性能产生影响。当焊丝伸出长度过长时,熔深变浅,同时由于气体保护效果下降易产生气孔;当焊丝伸出长度过短时,长时间焊接后,飞溅物易黏附在喷嘴上,扰乱保护气流,影响保护效果,且易产生气孔。
自保护药芯焊丝电弧焊时,焊丝伸出长度范围较宽,一般为25~70mm。如果是直径在ϕ3.0mm以上的粗丝,焊丝伸出长度甚至接近100mm。
6.焊接规范要求
药芯焊丝CO2气体保护焊的焊接规范要求见表4-13。
表4-13 药芯焊丝(ϕ3.2mm)CO2气体保护焊的焊接规范要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。