



板材的焊接位置分为平焊、横焊、立焊及仰焊等。
1.平焊
平板对接焊通常采用左向焊法。在薄板平对接焊时,焊枪作直线运动,如果有间隙,焊枪可作适当的横向摆动,但幅度不宜过大,以免影响气体对熔池的保护作用。在中、厚板V形坡口对接焊时,底层焊缝应采用直线运动,焊上层时焊枪可作适当的横向摆动。
平角焊和搭接焊采用左向焊法或右向焊法均可,但右向焊法的外形较为饱满。焊接时要根据板厚和焊脚尺寸来控制焊枪的角度。在不等厚焊件的T形接头平角焊时,要使电弧偏向厚板,以使两板加热均匀。在等厚板焊接时,如果焊脚尺寸小于5mm,可将焊枪直接对准夹角处,其焊枪的位置如图4-11a所示;当焊脚尺寸大于5mm时,需将焊枪水平偏移1~2mm,同时焊枪与焊接方向保持75°~80°的夹角,如图4-11b所示。
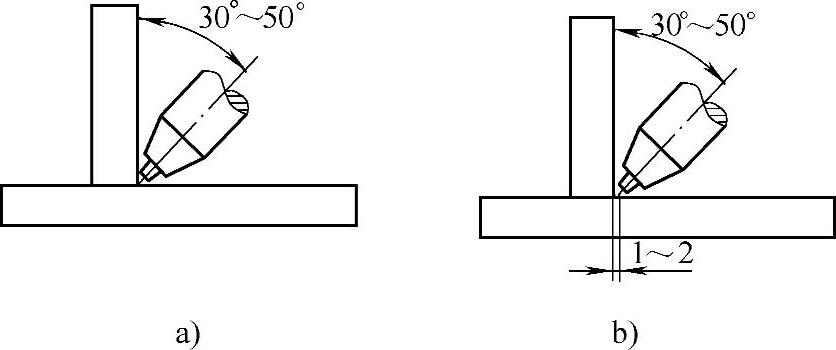
图4-11 平角焊时焊枪的位置
a)焊脚尺寸小于5mm b)焊脚尺寸大于5mm
2.立焊和横焊
立焊有两种操作方法:一种是由下向上的焊接,焊缝熔深较大,操作时如果适当地作三角形摆动,则可以控制熔宽,并可改善焊缝的成形,多用于中、厚板的细丝焊接;另一种是由上向下的焊接,速度快,操作方便,焊缝平整美观,但熔深浅,接头强度较差,多用于薄板焊接。(https://www.xing528.com)
横焊多采用左向焊法。焊接时焊枪作直线运动,也可作小幅度的往复摆动。立焊和横焊时焊枪与焊件的相对位置如图4-12所示。
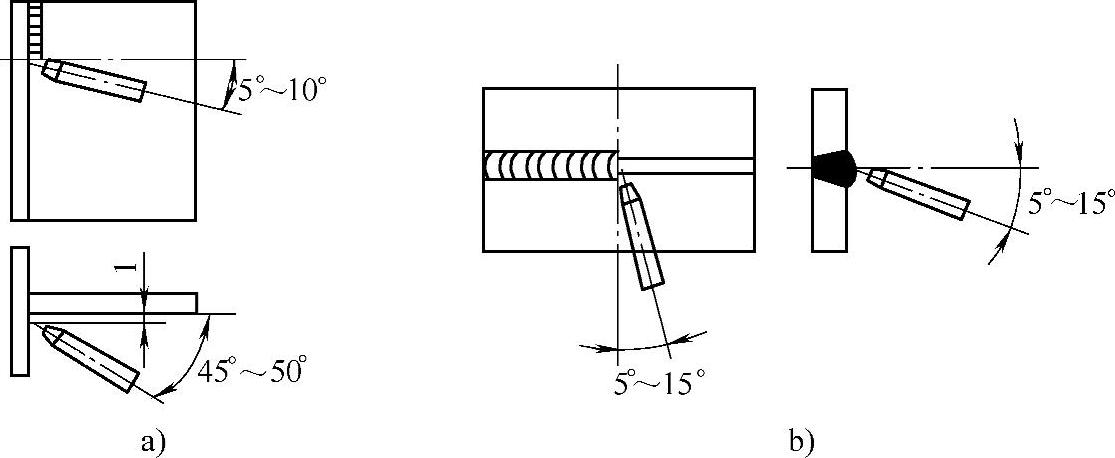
图4-12 立焊和横焊时焊枪与焊件的相对位置
a)立焊 b)横焊
3.仰焊
仰焊应采用较细的焊丝、较小的焊接电流及短弧,以增加焊接过程的稳定性,且CO2气体流量要比平焊、立焊时稍大一些。薄板件仰焊多采用小幅度的往复摆动;中、厚板仰焊应作适当的横向摆动,并在焊缝或坡口两侧稍停片刻,以防焊波中间凸起及液态金属向下淌。仰焊时焊枪的位置如图4-13所示。
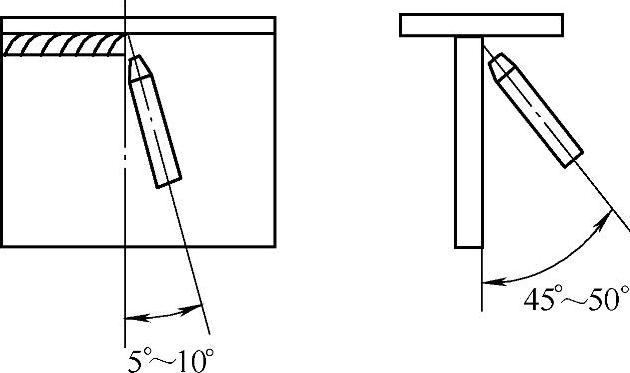
图4-13 仰焊时焊枪的位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。