



焊接电流和电弧电压的选择见表4-2。
表4-2 常用焊接电流和电弧电压的范围
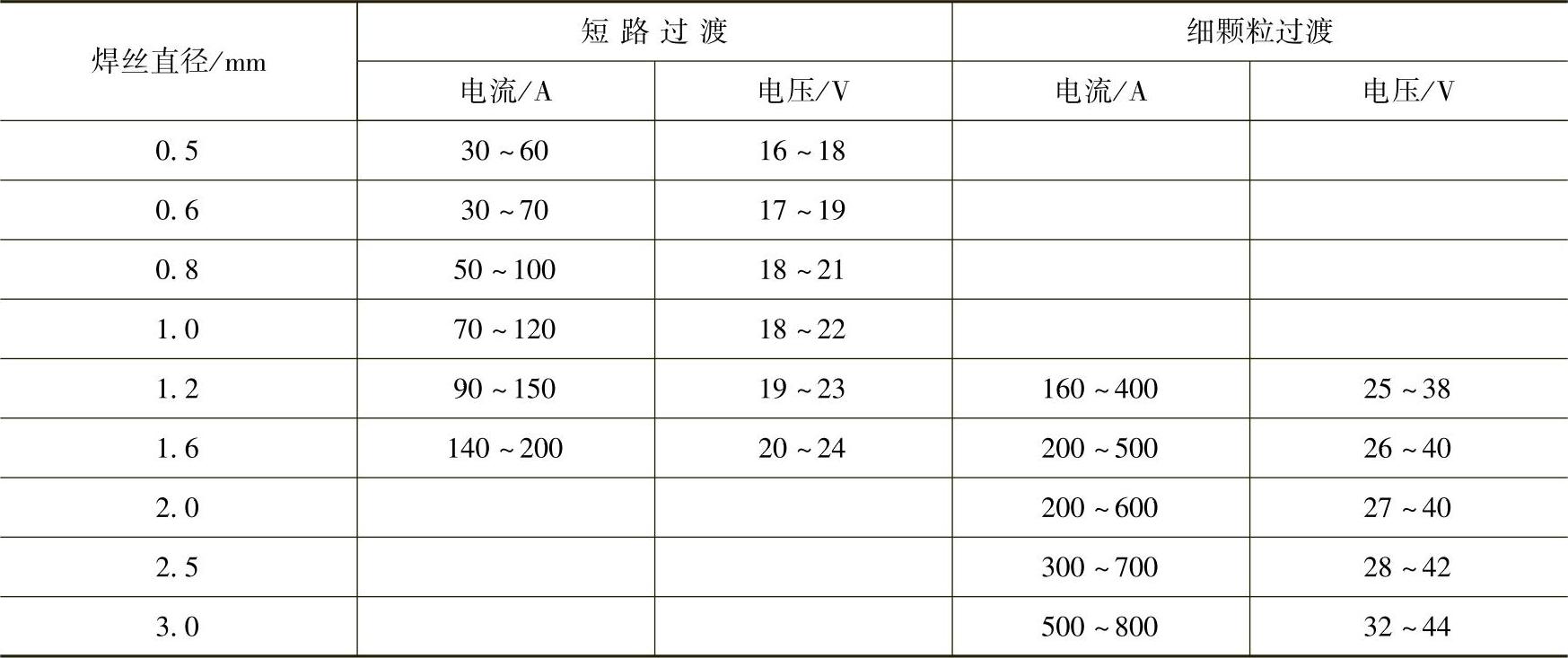
注:最佳电弧电压有时只有1~2V之差,要仔细调整。
(1)短路过渡时的焊接参数 短路过渡焊接采用细丝焊,常用焊丝直径为ϕ0.6~ϕ1.2mm,随着焊丝直径增大,飞溅颗粒都相应增大。短路过渡焊接时,主要的焊接参数有电弧电压、焊接电流、焊接速度、气体流量及纯度、焊丝伸出长度。
电弧电压及焊接电流是短路过渡时的关键参数,短路过渡的特点是采用低电压。电弧电压与焊接电流相匹配,可以获得飞溅小、焊缝成形良好的稳定焊接过程。
随着焊接速度的增加,焊缝熔宽、熔深和余高均减小。如果焊接速度过高,容易产生咬边和未焊透等缺陷,同时气体保护效果变坏,易产生气孔。如果焊接速度低,易产生烧穿、组织粗大等缺陷,并且变形增大,生产率降低。因此,应根据生产实践对焊接速度进行正确的选择。通常半自动焊的速度不超过0.5m/min,自动焊的速度不超过1.5m/min。(https://www.xing528.com)
气体的流量及流速过小时,保护气体不足,焊缝容易产生气孔等缺陷;气体流量过大时,不仅浪费气体,而且氧化性增强,焊缝表面上会形成一层暗灰色的氧化皮,使焊缝质量下降。为保证焊接区免受空气的污染,当焊接电流大或焊接速度快,焊丝伸出长度较长以及室外焊接时,应增大气体流量。通常细丝焊接时,气体流量为15~25L/min。CO2气体的纯度不得低于99.5%。同时,当气瓶内的压力低于1MPa时,就应停止使用,以免产生气孔。
焊丝伸出长度因短路过渡需要而采用细焊丝,所以焊丝伸出长度对其产生的电阻热影响很大。伸出长度增加,焊丝上的电阻热增加,焊丝熔化加快,生产率提高。但如果伸出长度过大时,焊丝容易发生过热而成段熔断,飞溅严重,焊接过程不稳定。同时伸出长度增大后,喷嘴与焊件间的距离也随之增大,因此气体保护效果变差。但如果伸出长度过小,势必缩短喷嘴与焊件间的距离,飞溅金属容易堵塞喷嘴。合适的伸出长度应为焊丝直径的10~12倍,当为细丝焊时,以8~15mm为宜。
(2)细颗粒状过渡时的焊接参数 细颗粒状过渡大都采用较粗的焊丝,一般为ϕ1.2mm以上。几种直径焊丝的参考规范见表4-3。
表4-3 几种直径焊丝的参考规范

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。