



1)试件制备应符合下列要求:
①选择试件厚度应符合《规范》中规定的评定试件厚度对工程构件厚度的有效适用范围。
②试件的母材材质、焊接材料、坡口形式、尺寸和焊接必须符合焊接工艺评定指导书的要求。
③试件的尺寸应满足所制备试样的取样要求。各种接头形式的试件尺寸、试样取样位置应符合《规范》的要求。
2)检验试样种类及加工应符合以下规定:
①检验试样种类和数量应符合表2-35的规定。
表2-35 检验试样种类和数量①

(续)
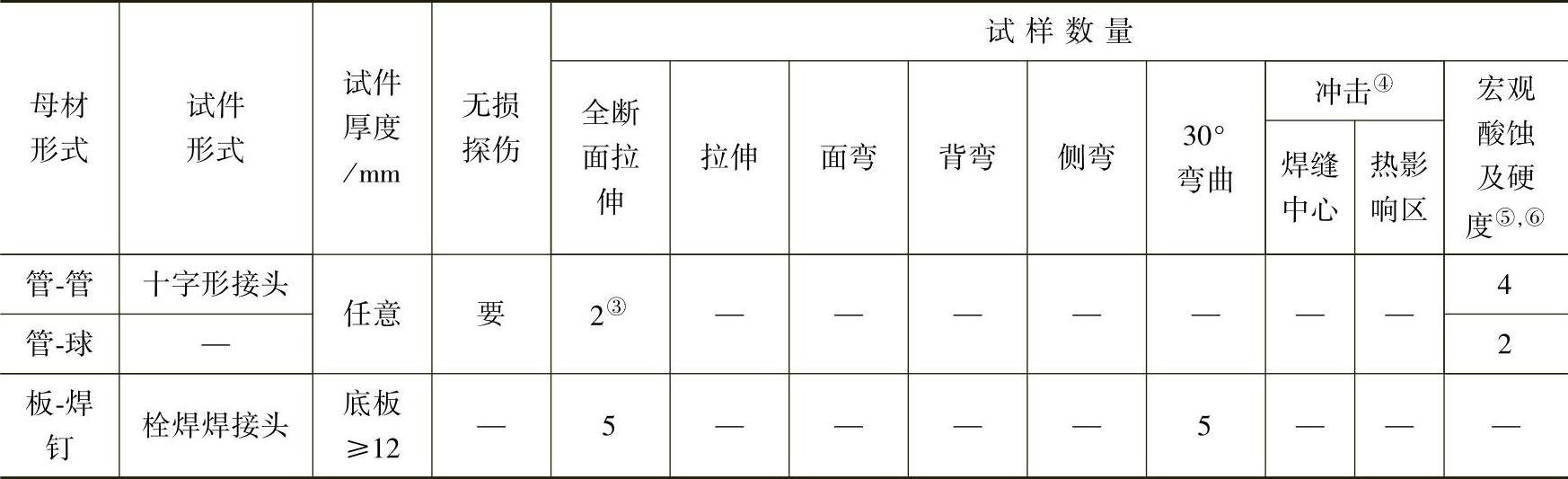
① 当相应标准对母材某项力学性能无要求时,可免做焊接接头的该项力学性能试验。
② 管材对接全截面拉伸试样适用于外径不大于76mm的圆管对接试件,当管径超过该规定时,应按《规范》截取拉伸试件。
③ 管-管、管-球接头全截面拉伸试样适用的管径和壁厚由试验机的能力决定。
④ 是否进行冲击试验以及试验条件按设计选用钢材的要求确定。
⑤硬度试验根据工程实际情况确定是否需要进行。
⑥ 圆管T、K、Y形和十字形相贯接头试件的宏观酸蚀试样应在接头的趾部、侧面及跟部各取一件;矩形管接头全焊透T、K、Y形接头试件的宏观酸蚀试样应在接头的角部各取一个。
⑦ 斜T形接头(锐角根部)按《规范》规定进行宏观酸蚀检验。
②对接接头检验试样的加工应符合以下要求:
a.拉伸试样的加工应符合现行国家标准GB/T2651—2008《焊接接头拉伸试验方法》的有关规定;根据试验机能力可采用全截面拉伸试样或沿厚度方向分层取样;分层取样时试样厚度应覆盖焊接试件的全厚度;应按试验机的能力和要求加工。
b.弯曲试样的加工应符合现行国家标准GB/T2653—2008《焊接接头弯曲试验方法》的有关规定;焊缝余高或衬垫应采用机械方法去除至与母材齐平,试样受拉面应保留母材原轧制表面;当板厚大于40mm时可分片切取,试样厚度应覆盖焊接试件的全厚度。
c.冲击试样的加工应符合现行国家标准GB/T2650—2008《焊接接头冲击试验方法》的有关规定;其取样位置单面焊时应位于焊缝正面,双面焊时应位于后焊面,与母材原表面的距离不应大于2mm;热影响区冲击试样缺口加工位置应符合图2-19的要求,不同牌号钢材焊接时其接头热影响区冲击试样应取自对冲击性能要求较低的一侧;不同焊接方法组合的焊接接头,冲击试样的取样应能覆盖所有焊接方法焊接的部位(分层取样)。
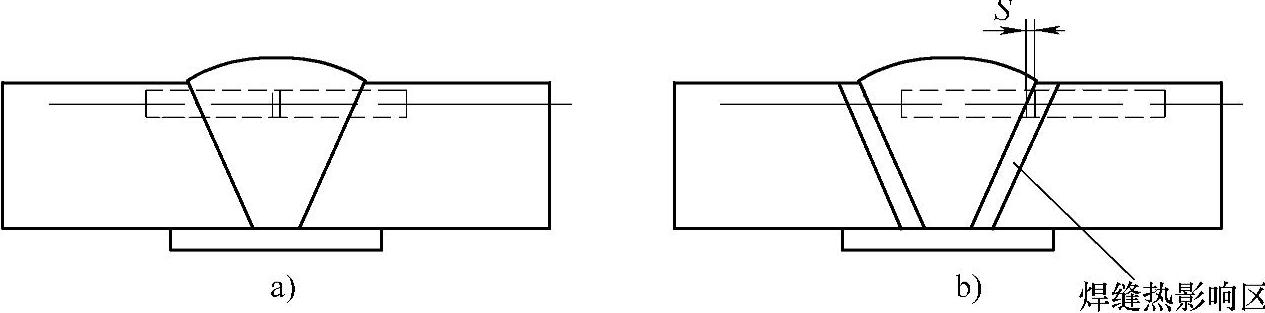
图2-19 对接接头冲击试样缺口加工位置
a)焊缝区缺口位置 b)热影响区缺口位置(https://www.xing528.com)
注:热影响区冲击试样根据不同焊接工艺,缺口轴线至试样轴线与熔合线交点的距离S=0.5~1mm,并应尽可能使缺口多通过热影响区。
d.宏观酸蚀试样的加工应符合图2-20的要求。每块试样应取一个面进行检验,不得将同一切口的两个侧面作为两个检验面。
③T形角接接头宏观酸蚀试样的加工应符合图2-21的要求。
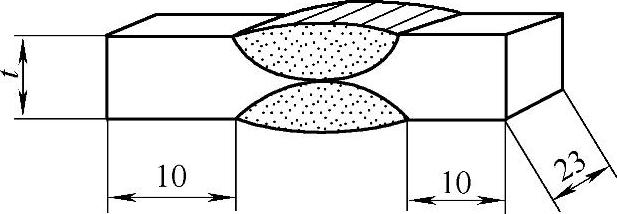
图2-20 对接接头宏观酸蚀试样
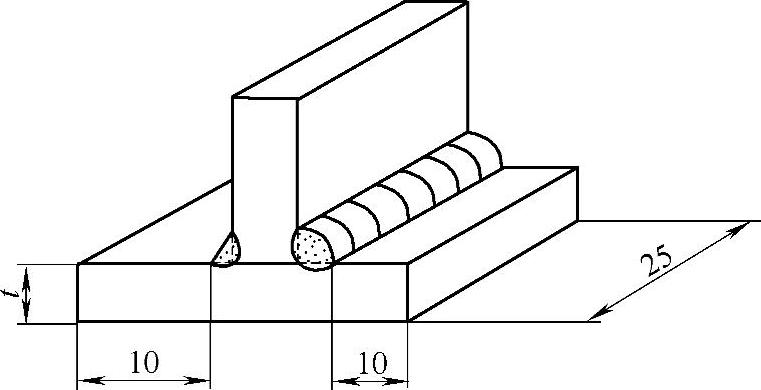
图2-21 角接接头宏观酸蚀试样
④十字形接头检验试样的加工应符合下列要求:
a.接头拉伸试样的加工应符合图2-22的要求。
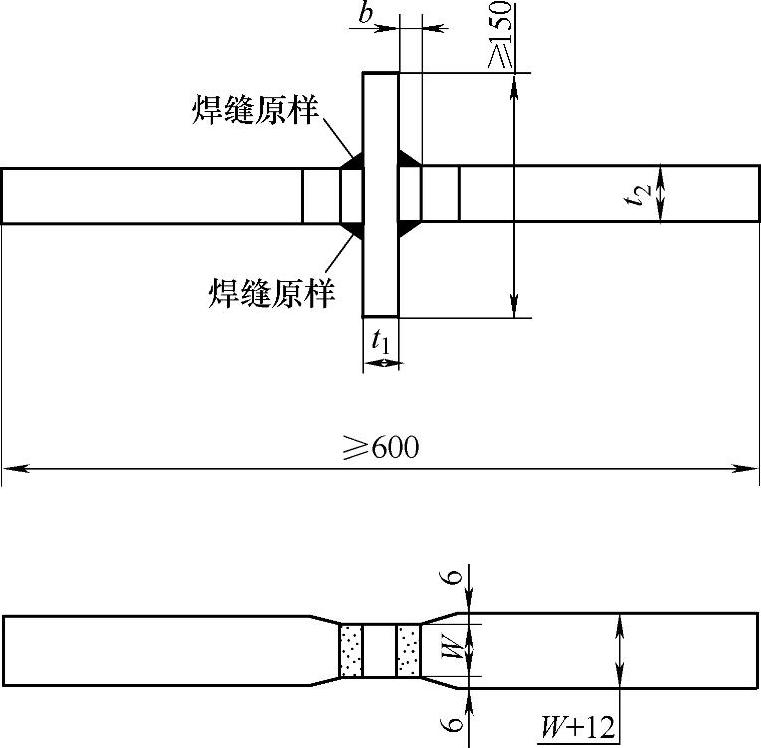
图2-22 十字形接头拉伸试样
t2—试验材料厚度 b—根部间隙
注:t2<36mm时,W=35mm,t2≥36mm时,W=25mm;平行区长度:t1+2b+12mm
b.接头冲击试样的加工应符合图2-23的要求。
c.接头宏观酸蚀试样的加工应符合图2-24的要求,检验面的选取应符合②中d.的规定。
⑤斜T形角接接头、管-球接头、管-管相贯接头的宏观酸蚀试样的加工宜符合图2-20的要求,检验面的选取应符合②中d.的规定。
⑥采用热切割取样时,应根据热切割工艺和试件厚度预留加工余量,确保试样性能不受热切割的影响。
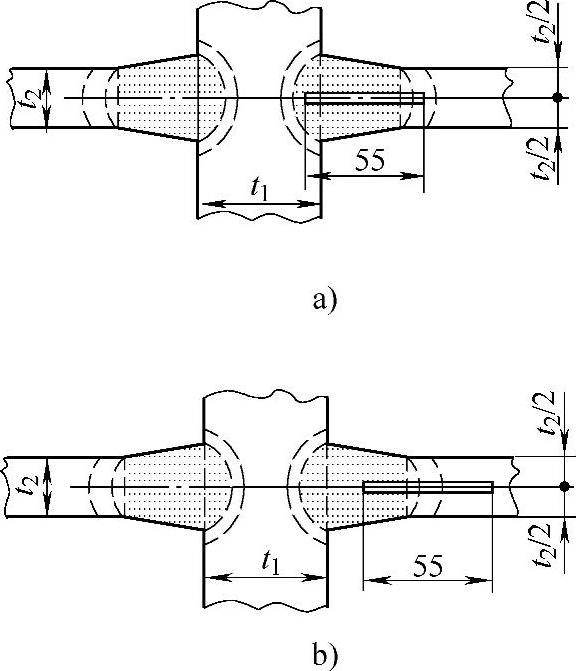
图2-23 十字形接头冲击试验的取样位置
a)焊缝金属区 b)热影响区
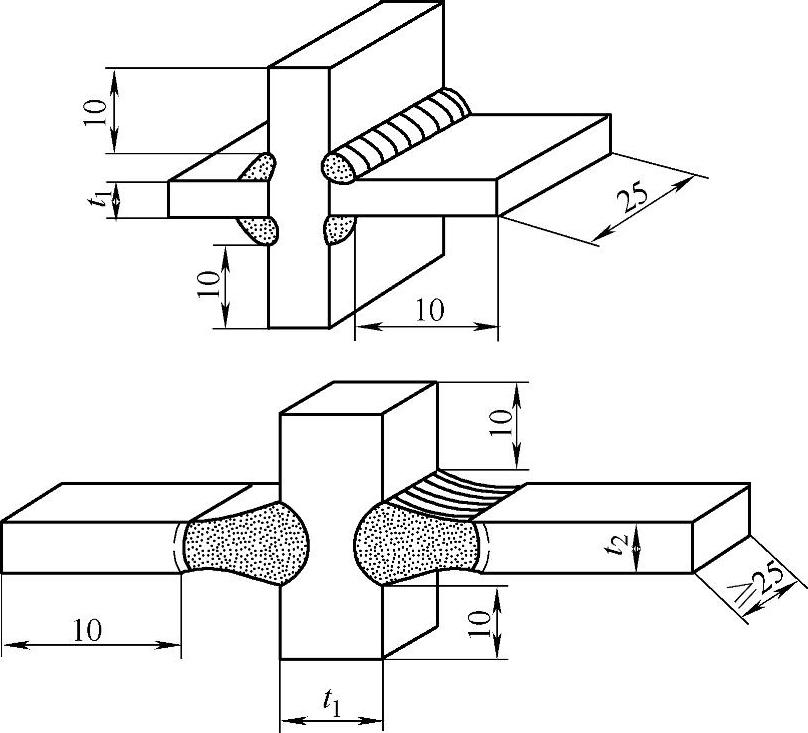
图2-24 十字形接头宏观酸蚀试样
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。