



电弧焊机按焊接方法不同可分为焊条弧焊机、埋弧焊机和CO2气体保护焊机,按电极种类不同可分成熔化极和非熔化极两大类,按操作方法不同可以分为焊条电弧焊、半自动焊和自动焊,按弧焊电源不同可分为交流弧焊机、直流弧焊机、脉冲弧焊机和逆变弧焊机。
(1)焊条弧焊机 焊条电弧焊的焊机是一台额定电流在500A以下,具有下降外特性的弧焊电源。焊条弧焊机可分为三大类:弧焊变压器、弧焊整流器、逆变整流器。三类焊条弧焊机的比较见表2-30。
表2-30 三类焊条弧焊机的比较
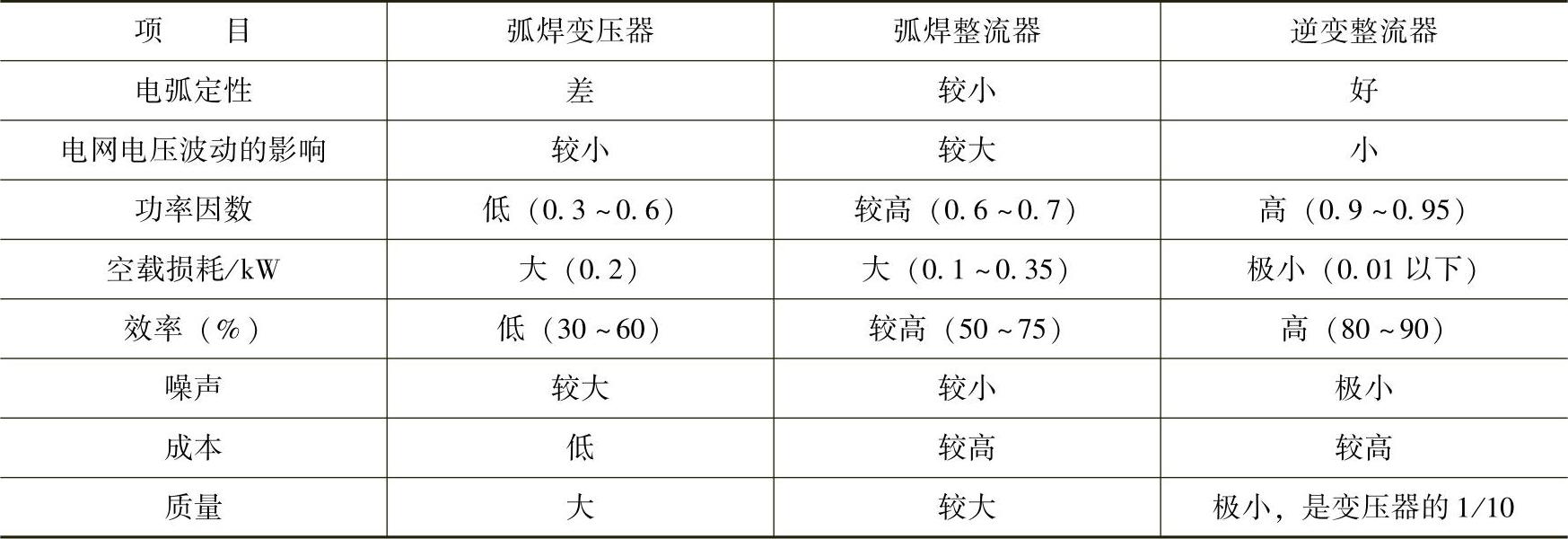
表2-30中,弧焊变压器虽成本较低,但仅限于酸性焊条和交流钨极氩弧焊等使用,并且无极性之分,电弧稳定性差,焊接质量不高。因此,在工业生产中应用正在减少。
(2)埋弧焊机 埋弧焊机可分为等速送丝和变速送丝两种,由弧焊电源、控制箱、送丝机构、行车机构和焊剂回收装置等组成。等速送丝自动埋弧焊机采用电弧自身调节系统;变速送丝埋弧焊机采用电弧电压自动调节系统。
埋弧焊机可根据工作需要,做成不同形式,如焊车式、悬挂式、门架式和机床式等多种。
(3)CO2气体保护焊机 CO2气体保护自动焊机由焊接电源、送丝机构、焊炬、气路系统和控制系统等部分组成。
通常送丝机构、行走机构和焊炬是组装在一起的,称为焊接小车。气路系统包括减压表、预热器、干燥器和流量计等。
CO2气体保护半自动焊机中没有行走机构,其他部分基本与自动焊机相同。
CO2气体保护焊机的电源大都为直流电源。目前应用的有硅整流和逆变电源两大类,其电源外特性为平特性。平特性配合等速送丝系统有许多优点,可通过改变电源空载电压来调节电弧电压;改变送丝速度来调节焊接电流;焊接规范的调节比较方便。(https://www.xing528.com)
焊机的额定功率取决于焊件要求的电流范围。一般对电源的电流调节范围在15~500A,电源负载率在60%~100%,空载电压应在55~85V。
CO2气体保护自动焊要求有较大的送丝速度调节范围,对于均匀调节式送丝机构,其弧压自身调节系统的放大系数应取大些。
CO2气体保护半自动焊的送丝方式有推式、拉式、推拉式三种。其送丝机构有单主动轮、双主动轮、两级主动轮、三钢球及三滚轮等几种。其中以滚轮压紧式应用最为普遍。
CO2气体保护自动焊及半自动焊的焊炬,一般应具备导电、导丝和导气功能。为了满足这些要求,从结构上应考虑以下几点:
1)焊气的进气方式有两种,即径向进气和轴向进气,以径向进气为好。
2)进气孔应设在焊炬上部,且进气后有缓冲室,气路中装设筛流圈(筛流圈上有网孔)或铜丝网。气路尽可能长些,以防止气流紊乱。
3)喷嘴的形状以7°锥角和圆柱形末端为佳。喷嘴孔径一般为16~26mm,喷嘴末端圆柱部分长度应不小于1.5倍的喷嘴直径。
4)喷嘴应与导电部分绝缘。
5)半自动焊用焊炬要轻便灵活,可达性好。
6)当焊接电流较大时,应采用水冷焊炬。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。