



【摘要】:线镗刀的刀杆进入工件时与工件要有径向位置的移动,以避免撞刀。与图4-3的差动螺纹结构类似,图4-42为镗头构成的线镗刀,。图4-43为Romicron精镗头的线镗刀。图4-39 线镗刀使用案例——多重孔的镗削图4-39 线镗刀使用案例——多重孔的镗削图4-40 线镗刀图4-40 线镗刀图4-41 线镗刀典型加工步骤图4-41 线镗刀典型加工步骤图4-42 差动螺纹镗头的线镗刀图4-42 差动螺纹镗头的线镗刀图4-43 Romicron精镗头的线镗刀图4-43 Romicron精镗头的线镗刀
线镗刀一般指的是需要有外支承部件的细长刀杆,通常用于多重孔的镗削(图4-39中的箭头所指)。这种加工方式的优势是多个同轴同尺寸孔(图4-39上为5个孔)能一次通过或推或拉的方式加工下来,这就很好地保证了孔的同心度和直线度。
线镗刀的使用常常比较复杂,它一般需要通过前后移动工件或上下托举工件来把刀杆移动到加工的位置。
图4-40所示的线镗刀有3个相同的刀片组,用于加工3个孔(分别由红色、绿色、蓝色方框框出)。每组有4个刀片,分别完成两端倒角、粗镗、精镗的加工步骤,如图4-41所示。
线镗刀的刀杆进入工件时与工件要有径向位置的移动,以避免撞刀。线镗刀的刀头多半只能处于圆周基本相同的方位,即多个刀头基本在一条直线之上。如2个孔的间距足够大,刀片应装于刀座以便维护;但即便间距再小,精镗刀片通常置于刀座,以便单独进行精调。
线镗刀也常有用各种精镗单元来构成各个镗头。与图4-3的差动螺纹结构类似,图4-42为镗头构成的线镗刀,(图上方绿色箭头在下文提及)。图4-43为Romicron精镗头的线镗刀(与图4-31的超精密精镗头构成切削单元类似)。

图4-39 线镗刀使用案例——多重孔的镗削(图片来源:肯纳金属)
 (https://www.xing528.com)
(https://www.xing528.com)
图4-40 线镗刀(图片来源:Master Tool)
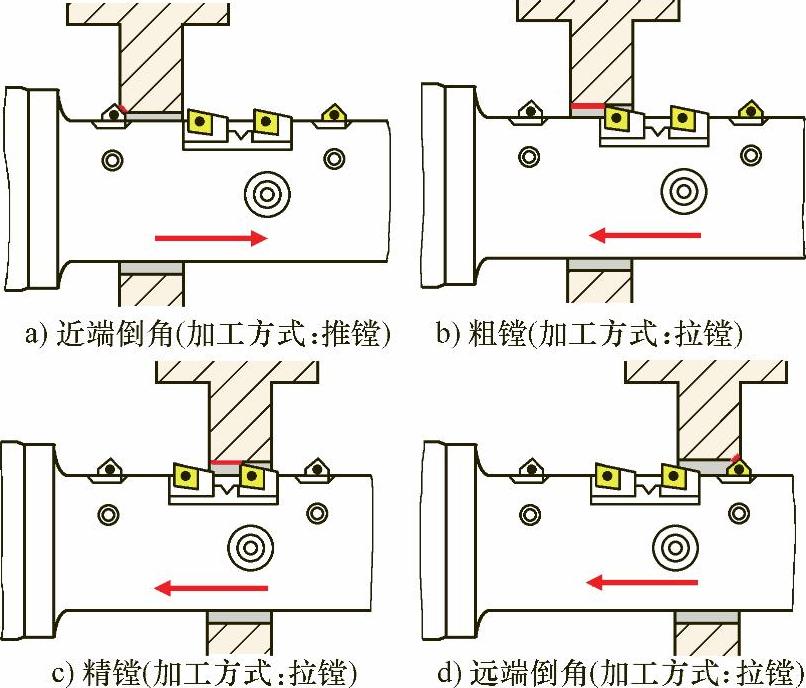
图4-41 线镗刀典型加工步骤(图片来源:Master Tool)

图4-42 差动螺纹镗头的线镗刀(图片来源:肯纳金属)

图4-43 Romicron精镗头的线镗刀(图片来源:肯纳金属)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。