



镗削是提高现有孔表面质量的加工方法。镗削的目的是完成现有孔的加工,以使被加工的孔获得小的孔偏差、位置偏差和高质量表面。
精镗与铰削的区别是精镗会按镗刀的轴线来确定完工后孔的轴线位置,而铰削则更多地按预制孔的本来位置确定完工后孔的轴线位置。就标准的精镗刀而言,它可在一定的范围内调整直径(通常需要手动调整),相对灵活,而铰刀的直径比较固定。
另外与扩孔刀具相比,精镗刀直径可在微米级范围内调整,适合加工比扩孔精度要求更高的孔。
与插补铣孔(请参见《数控铣刀选用全图解》一书7.5节的相关内容)相比,精镗刀直径比铣削刀具大,在刀库占用空间更多。
在刀具结构上,精镗刀通常只有一个切削刃在切削。
镗刀的切削用量(图4-1)与扩孔刀相似,图中红色箭头所示为切削速度,绿色箭头间所示的切削深度与扩孔钻完全一致,只是在进给量(图中黄色箭头)方面,镗刀通常是单齿切削,将扩孔进给量中的刀齿数z设为1就可以让扩孔的计算适用于镗削。当然,个别刀齿数大于1的精镗刀,扩孔刀的进给量计算公式依然适用。
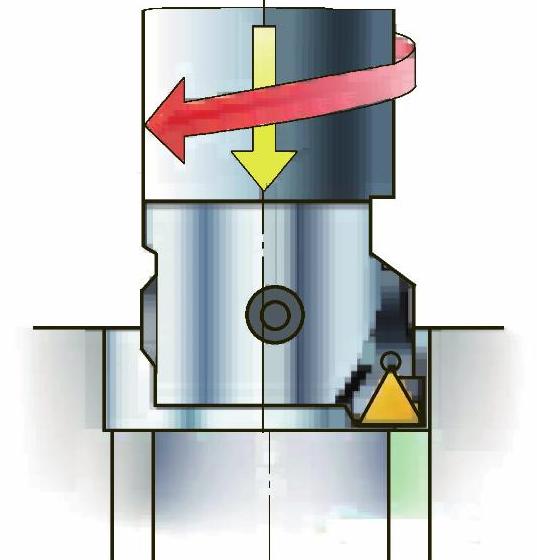
图4-1 镗刀的切削用量(图片来源:山特维克可乐满)
大量的镗刀也与扩孔刀一样采用了模块化接口。这些模块化接口请参见本书第3部分“扩孔刀”的相关介绍。
图4-2所示的简易镗刀与图3-36和图3-37所示的扩孔刀类似,只不过在刀条尾部加了调整螺钉以调节刀头的位置。但这样的镗刀连反向间隙都没有限制或消除,难以满足数控加工的高精度、高可靠性的要求,因此这类简易镗刀一般不适用于数控加工。下面介绍几种相对简单的精镗单元。
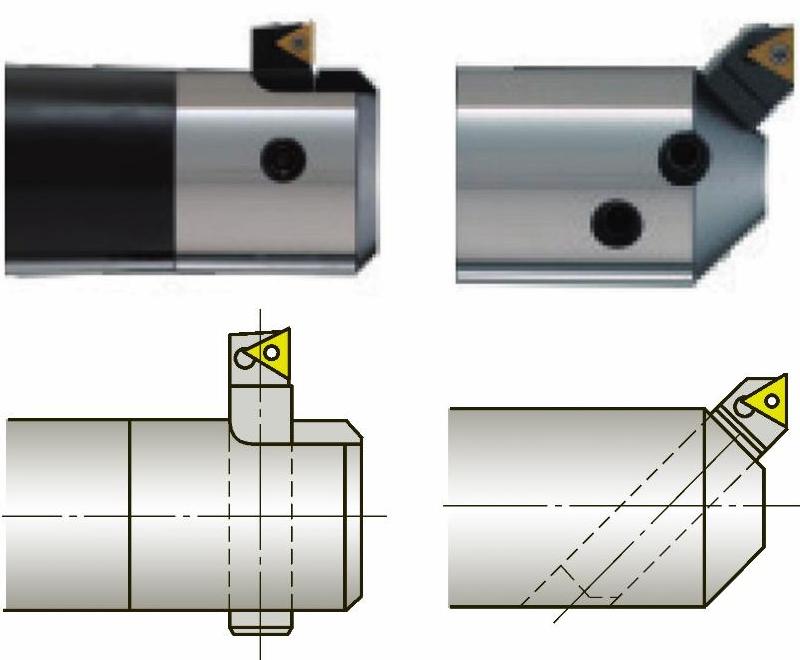
图4-2 简易镗刀(图片来源:森泰英格)
■差动螺纹微调镗刀
图4-3a所示为差动螺纹微调镗刀结构原理。在这种结构的镗刀体(棕色)里装有镗杆(黄色),镗杆在镗刀体的孔中受到导向螺钉(红色)的限制只能移动而无法转动。镗杆后方的刀杆螺柱(橙色)通过天蓝色的连接螺钉与刀杆形成一体,因此它只能随刀杆(黄色)平动。
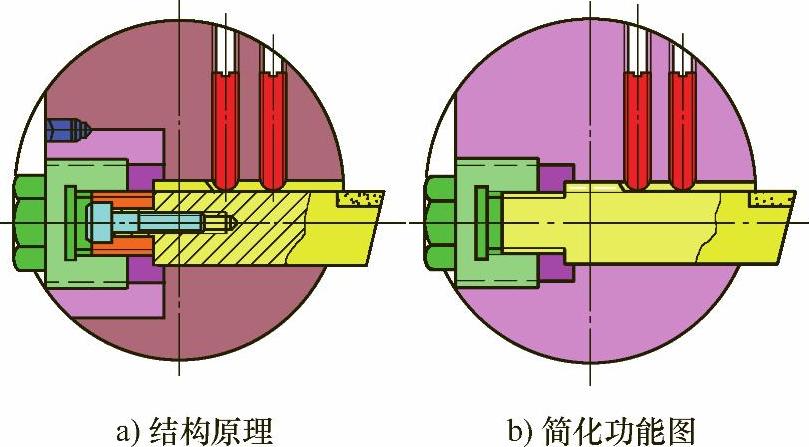
图4-3 差动螺纹微调镗刀(图片来源:豪辛柯机械)
首先是紫色的螺套被镶在镗刀体内,由于骑缝螺钉的限制,螺套与镗刀体连为一体,既不能平动,也不能转动,在功能上可以认为两者是一体的。
因此,可以通过图4-3b所示的简化功能图来介绍其动作。
在刀杆螺套(紫色)的内部是调节螺钉(绿色)。调节螺钉的外螺纹与紫色的螺套旋合(螺距稍大,如1.5mm),而其内螺纹与安装在刀杆(黄色)上的刀杆螺柱旋合(螺距稍小,如1.25mm)。
当调节螺钉顺时针拧动一圈时,镗刀体(简图紫色)会让调节螺钉向右移动一个较大螺距(如1.5mm),而调节螺钉又会让刀杆(黄色)向左移动一个较小螺距(如1.25mm),两者的叠加效应就是刀尖相对于刀体向右移动了两个螺距的差值(例如1.5mm-1.25mm=0.25mm)。我们知道要做一个小螺距的丝杆会有相当大的困难,而这种两个螺距的差值就降低了这个难度。
应该指出,图4-3所示的这一结构没有加上消隙结构,容易引起尺寸不稳定、调整过程中刀尖“爬行”等问题,建议实际应用还是要增加消隙机构(可参见下列精镗单元)。
■弹簧消隙的精镗单元
图4-4所示为弹簧消隙精镗单元示例,图4-4a所示为组装后的精镗单元,图4-4b所示为分解的内单元和精镗座。有些时候,尤其是镗刀直径较小时,可使用镗刀体本身作为镗刀座。

图4-4 弹簧消隙精镗单元示例
图4-5所示为弹簧消隙的精镗单元原理示意图,其中图4-5a中用螺旋压缩弹簧来消隙,而图4-5b中用碟形弹簧来消隙。使用时旋动调节螺母(玫红色),镗杆(土黄色)或与镗杆配合在一起的螺套(天蓝色)因销钉(紫色)的限制无法旋转,只能沿轴线移动,从而实现了镗刀片位置的调节。由于存在弹簧消隙结构,调节螺母和螺套两者的螺纹始终贴着一个方向接触,因此正反向旋转时基本没有间隙,尺寸的调节可以正反两个方向连续调节。
图4-5a所示的结构中有个精镗座(翠绿色),用固定螺钉骑缝安装在镗刀杆上,而图4-5b所示的是直接安装在镗刀杆上(镗刀杆后部有阶梯孔,深蓝色的卡圈和弹簧卡在较大直径上)。(https://www.xing528.com)
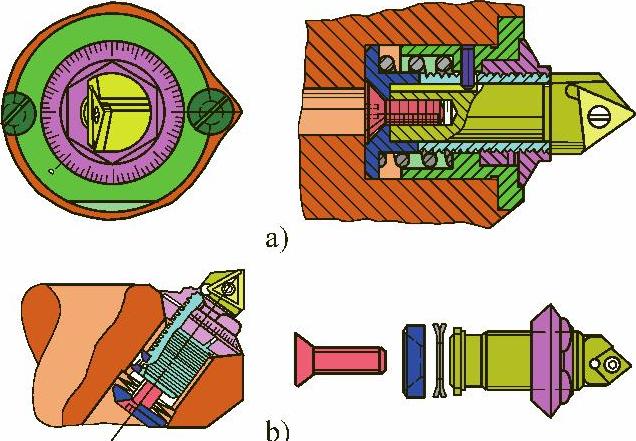
图4-5 弹簧消隙精镗单元原理示意图(图片来源:Rigibroe)
这类精镗单元的形式很多,既有不同尺寸(图4-6),又有与镗刀轴线垂直(图4-7a)和与镗刀轴线倾斜(图4-7b)两种基本安装方法(包括不同的刀片类型及主偏角)。
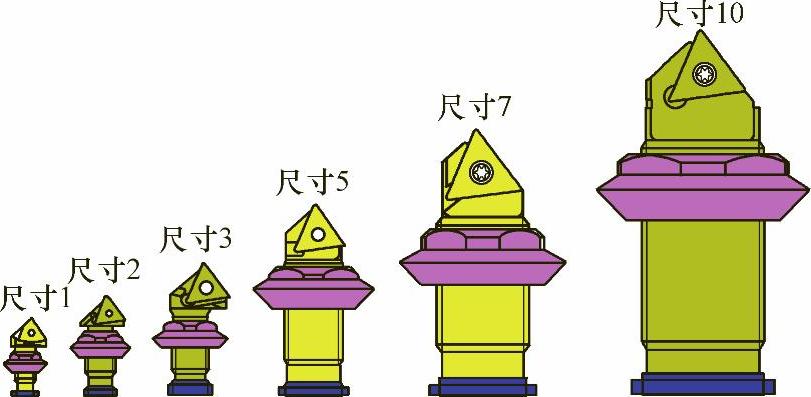
图4-6 不同尺寸的精镗单元(图片来源:Rigibroe)
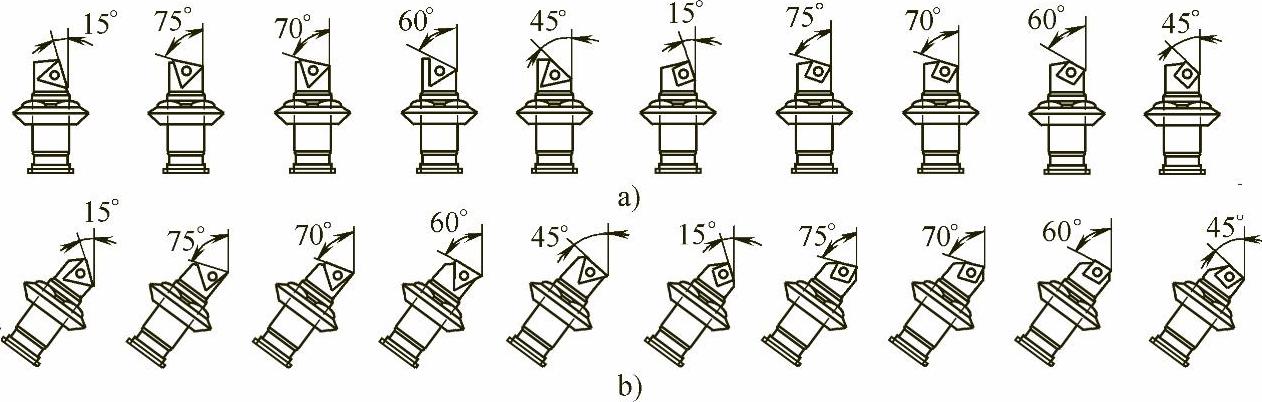
图4-7 安装方式、刀片类型及主偏角不同的精镗单元(图片来源:Rigibroe)
■双弹性套消隙精镗单元
图4-8、图4-9所示分别为双弹性套消隙精镗单元外形图和结构图。
从图4-8中看到该镗刀外套上开有弹性槽,其内部的中间套(图4-9)上开有类似的弹性槽,两个带弹性槽的零件共同作用以消除螺纹间隙。

图4-8 双弹性套消隙精镗单元外形图(图片来源:松德数控)
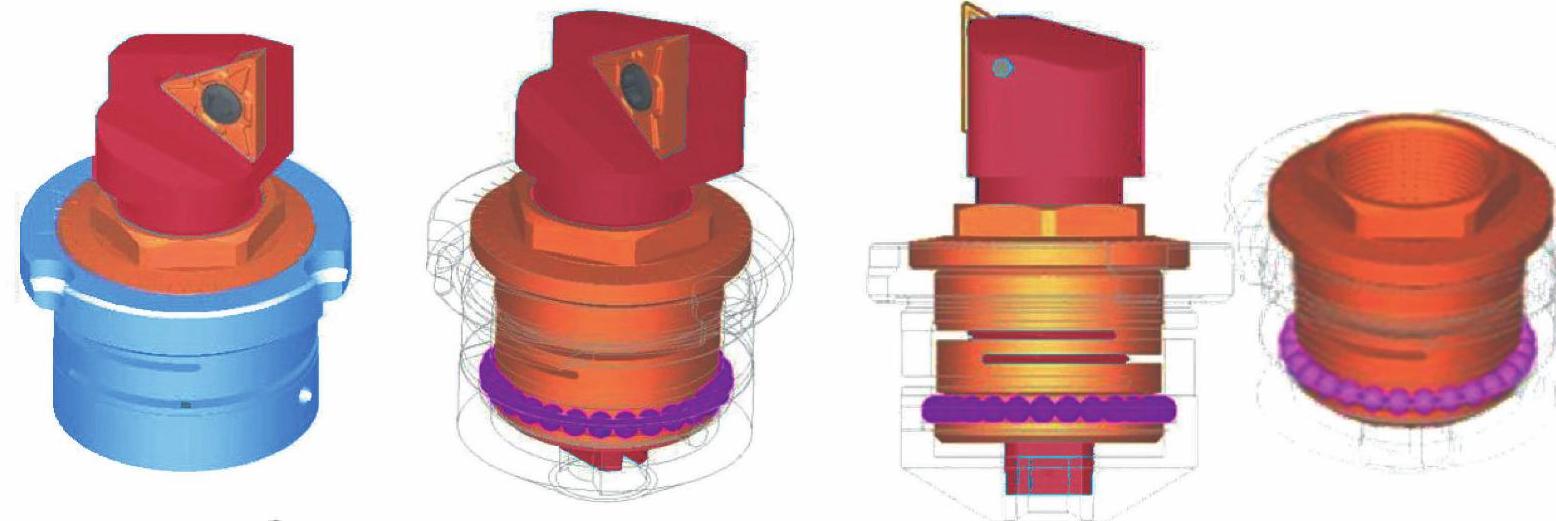
图4-9 双弹性套消隙精镗单元结构图(图片来源:Rigibroe)
微调镗刀头的轴向弹性的作用就是要消除螺杆和中间套的螺纹间隙,类似于丝杠副中采用双螺母消除间隙的原理一样,只要将中间套(棕色)沿着轴向方向拉伸,就可以消除间隙,这样在镗刀正反向调节尺寸时就不会有反向间隙。
而外套(天蓝色)在最外面,可以看到外套开的两个槽间距比中间套(棕色)要大,这样中间套的轴向弹力就比外套(天蓝色)大。因此,在装配时外套是被压缩的,产生的弹力就通过滚珠传递到中间套,使其发生变形的同时又锁紧刀杆。
如果没有开两个槽,那么中间套与螺杆就是刚性零件,螺杆就会因螺纹间隙而晃动,也无法被锁紧。
这类精镗单元也具有与镗刀轴线垂直(图4-10a)和与镗刀轴线倾斜安装(图4-10b)两种基本安装方法。当使用倾斜安装方式、镗刀刀尖在径向按需要调节时,精镗单元倾斜伸缩会使其轴向位置发生变化,在镗削阶梯孔、不通孔时会引起镗孔有效深度变化(图4-10b的3/4只是个例,请按实际倾斜角计算)。

图4-10 不同的精镗单元安装方式(图片来源:成林刀具)
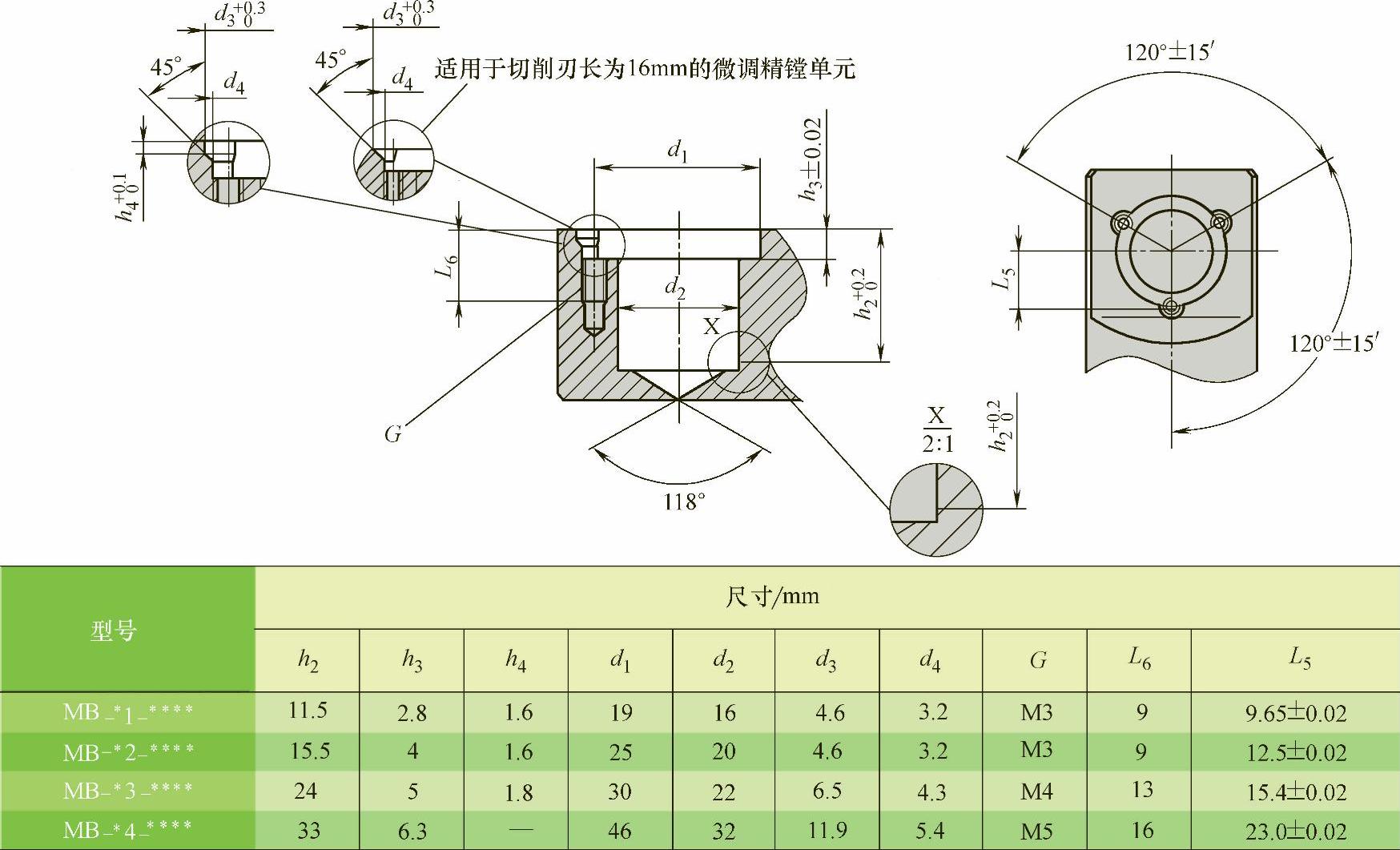
图4-11 精镗单元安装孔尺寸参数(图片来源:成林刀具)
用户用这种精镗单元自制非标镗刀也是较为可行的方法。图4-11所示为某厂商的精镗单元安装孔尺寸参数。如果选用该厂商的精镗单元自制镗刀,只需按图4-11的要求在镗刀体上加工出安装孔,届时放入精镗单元拧好固定螺钉,这一部分的制造就可以完成。
这类精镗单元和螺纹消隙的精镗单元制造的镗刀虽然简单易行,但是常常有一个问题,即安装单元时需要在镗刀体上削一个平面,去除一部分镗刀体材料(如图4-12中紫色的面),这就容易对镗刀的动平衡性能带来负面影响,会降低镗刀的许用转速。尤其是用精镗单元制造多阶梯的镗刀,若削平位置选择不当,很容易严重破坏镗刀的动平衡性能。因此,专业厂设计通常会事前进行动平衡计算,使得刀具在设计上基本取得必要的动平衡性能,而用户常常不具备这样的动平衡计算手段,较复杂的精镗刀具建议交给专业厂设计制造,以获得更好的使用性能。

图4-12 精镗镗刀(图片来源:Rigibore)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。