



方寸工具对这一工件提出了一个复合刀具方案(图3-73)。
图中下方三个单尺寸线的箭头所指都是2齿结构的扩孔刀的刀齿,红色部分表示用于加工φ130mm的孔,蓝色部分表示用于加工φ200mm的孔,而绿色部分则用于加工φ250mm的孔。由于这样的刀比较重,可能超出换刀机械手的抓刀重量极限,机床主轴转矩也会比较大,因此方寸工具的复合扩孔刀采用了三重减重措施:首先在刀体两侧削去两大块(绿色空心箭头所指),这部分的减重会非常明显;然后在扩φ250mm的部分挖去一个呈腰圆形的径向的孔(红色空心箭头所指);最后从扩孔刀的端面开始钻一个孔直到腰圆孔的轴向孔(蓝色空心箭头所指)作为第三重减重。综上所述,虽然这个复合扩孔刀得到了大幅度的减重,但是该复合刀的刚性仍然是足够的。
复合刀具的加工状态如图3-74所示。
据方寸工具测算,原来的3个直径各用一把扩孔刀的方案,加工φ130mm的通孔切削耗时16s,加工φ200mm的通孔切削耗时15s,而加工φ250mm的沉孔切削耗时12s,再加上3次换刀及空行程耗时30s,总共加工耗时73s(3次换刀所占时间高达整个加工周期的41%);而采用复合刀具之后,两孔切削耗时为43s(这与分为3把刀的方案一致),而换刀只需一次即10s,加工周期总时长减少到了53s。由于交换工作台不用考虑工件换装的时间,为简化计算,假设该工序只加工这3个孔,以原先日产量650件计,仅这一项工艺改进就使日产量达到850件。方寸工具介绍,如果试用后觉得工艺系统刚性足够强,可以考虑将前两对刀夹换成主偏角75°甚至45°的刀夹,以增大进给进一步提高加工效率;用更多切削刃的(如S型刀片代替C型刀片,用负型刀片来代替正型刀片)刀夹以增加可用切削刃数来降低刀片消耗,进一步优化工艺。(https://www.xing528.com)
一般而言,这个复合刀具的价格会低于原来使用的三个标准扩孔刀。若整个项目进行全面的工艺改进后日产量提高,再叠加单件成本降低的收益,产生的效益非常明显。
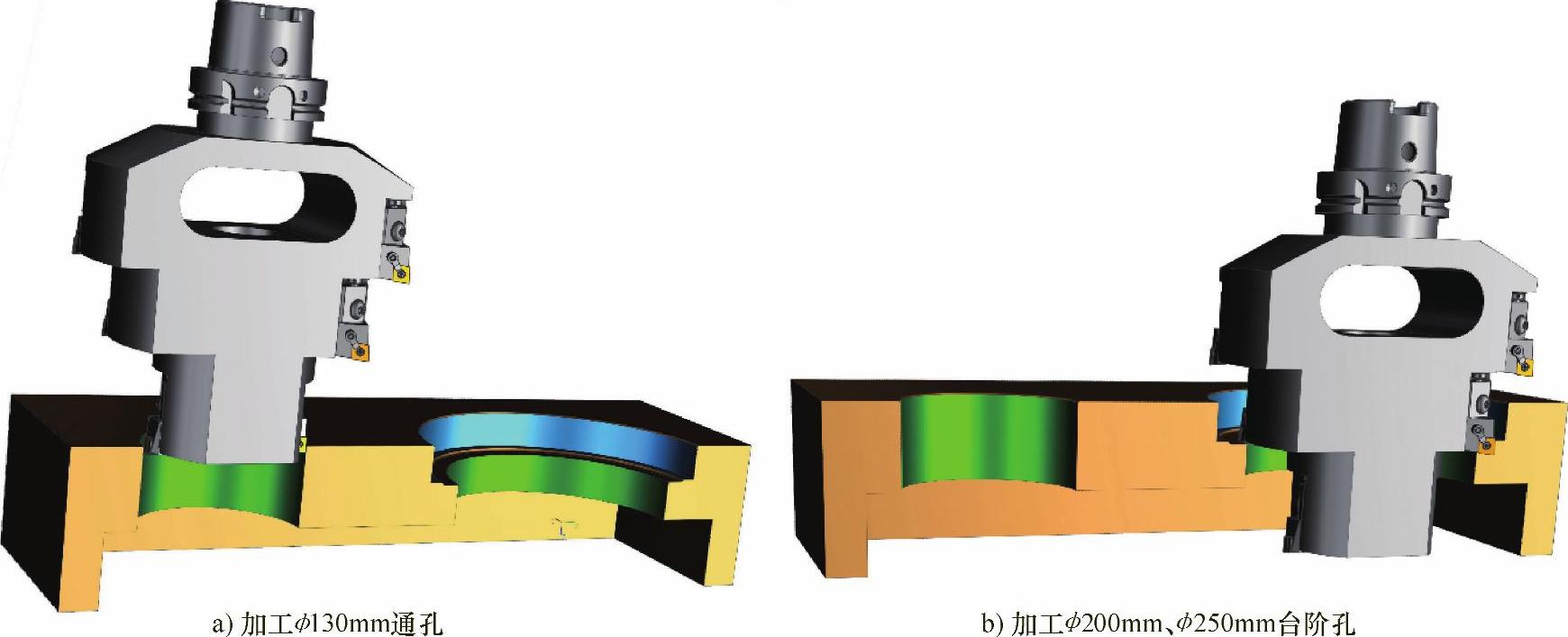
图3-74 复合刀具的加工状态(图片来源:方寸工具)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。