



下面首先选择加工φ130mm通孔的扩孔刀。
翻到样本第8-9页(图3-70)普通扩孔刀的样本页:左侧的第8页是采用C型刀片的镗刀,而右侧的第9页则是采用W型刀片的镗刀。

图3-69 孔加工系列样本产品目录(图片来源:方寸工具)
图3-70所示为普通扩孔刀样本页,这2种刀片都是80°刀尖角的正型刀片(关于正型刀片的概念已在《数控车刀选用全图解》一书的第3章有详细介绍,这里不再赘述),其主要差别是:C型刀片每个刀片有2个有效切削刃,而W型则每个刀片有3个有效切削刃。
虽然W型比C型多一个切削刃,但由于刃口长度不同,两者的许用切深不同,即许用的扩孔量不同(假设均为多刃扩孔,相关概念如图3-62所示):以扩直径130mm孔的扩孔刀为例,第8页的扩孔刀用的是CC12的刀片,若以有效刃长12mm计,单边扩孔余量最大为6mm(直径上为12mm);而第9页的扩孔刀用的是WC08刀片,单边扩孔余量最大为4mm(直径上为8mm)(刀片许用最大切削深度请参见《数控车刀选用全图解》一书图3-54)。因此,当该直径下切深较大时(单边切深余量4~6mm),以选CC刀片为宜,而当余量小于4mm时,建议选WC刀片为宜。本案例此直径的给定单边余量为5mm,选用的扩孔刀(即选用的粗镗刀)为:N8-TBA110-133.CC12(N8代表模块法兰直径80mm)。
但这样的扩孔刀仍无法直接装在机床主轴上,需要按图3-69所示,翻到第12~13页查找需要的刀柄。发现第13页(图3-71)才是需要的HSK刀柄(HSK刀柄的国家标准为GB/T 19449—2004《带有法兰接触面的空心圆锥接口》)。其中包括了HSK63A和HSK100A两种常用直径(HSK100在红框内)。前面提到,所选的扩孔刀模块法兰直径为80mm(代码为N8),这里我们也需要选择法兰直径同为80mm的才能将刀柄与扩孔模块相连,即该选的刀柄中也包含代码N8:HSK 100A N8-100。(https://www.xing528.com)
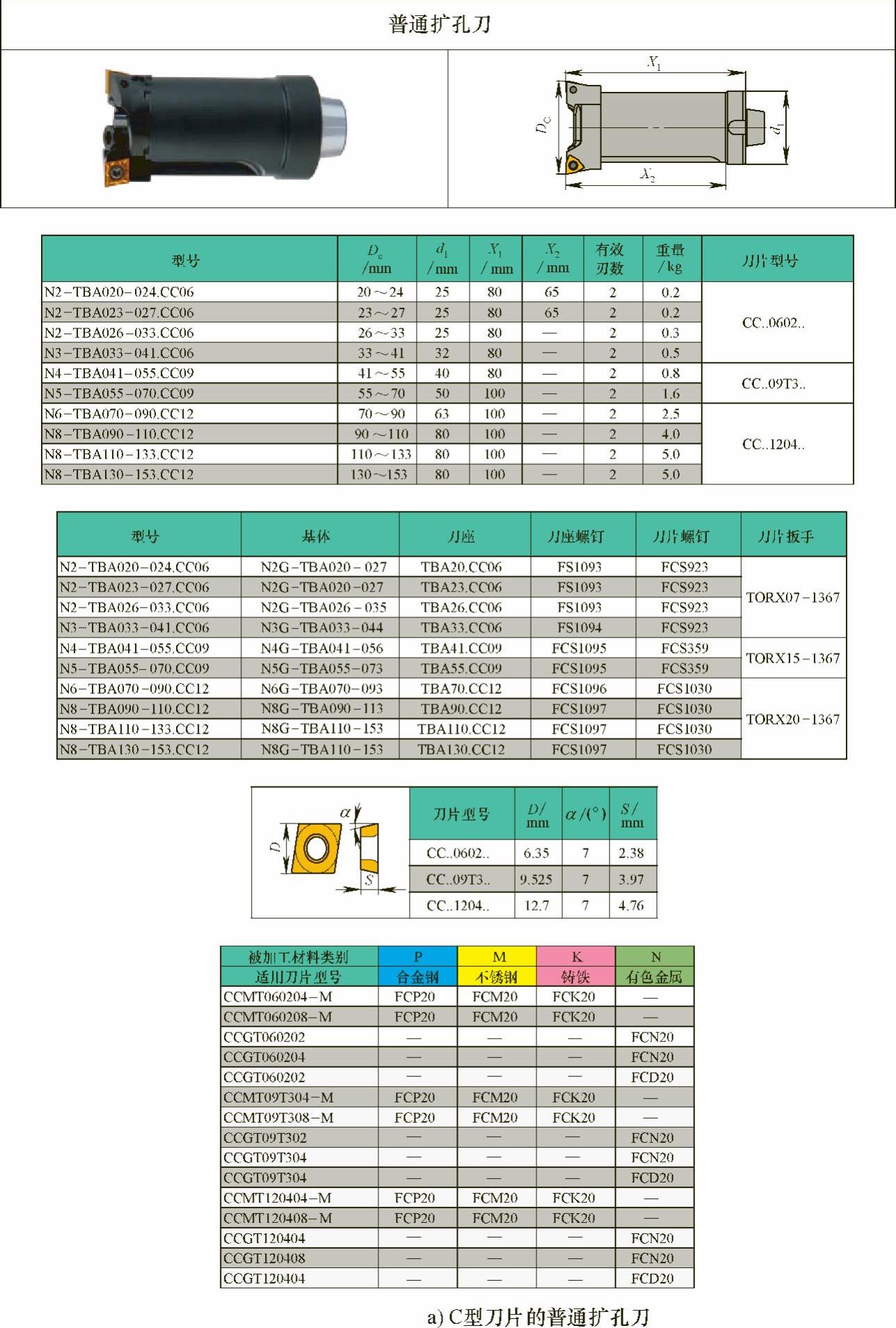
图3-70 普通扩孔刀样本页(图片来源:方寸工具)
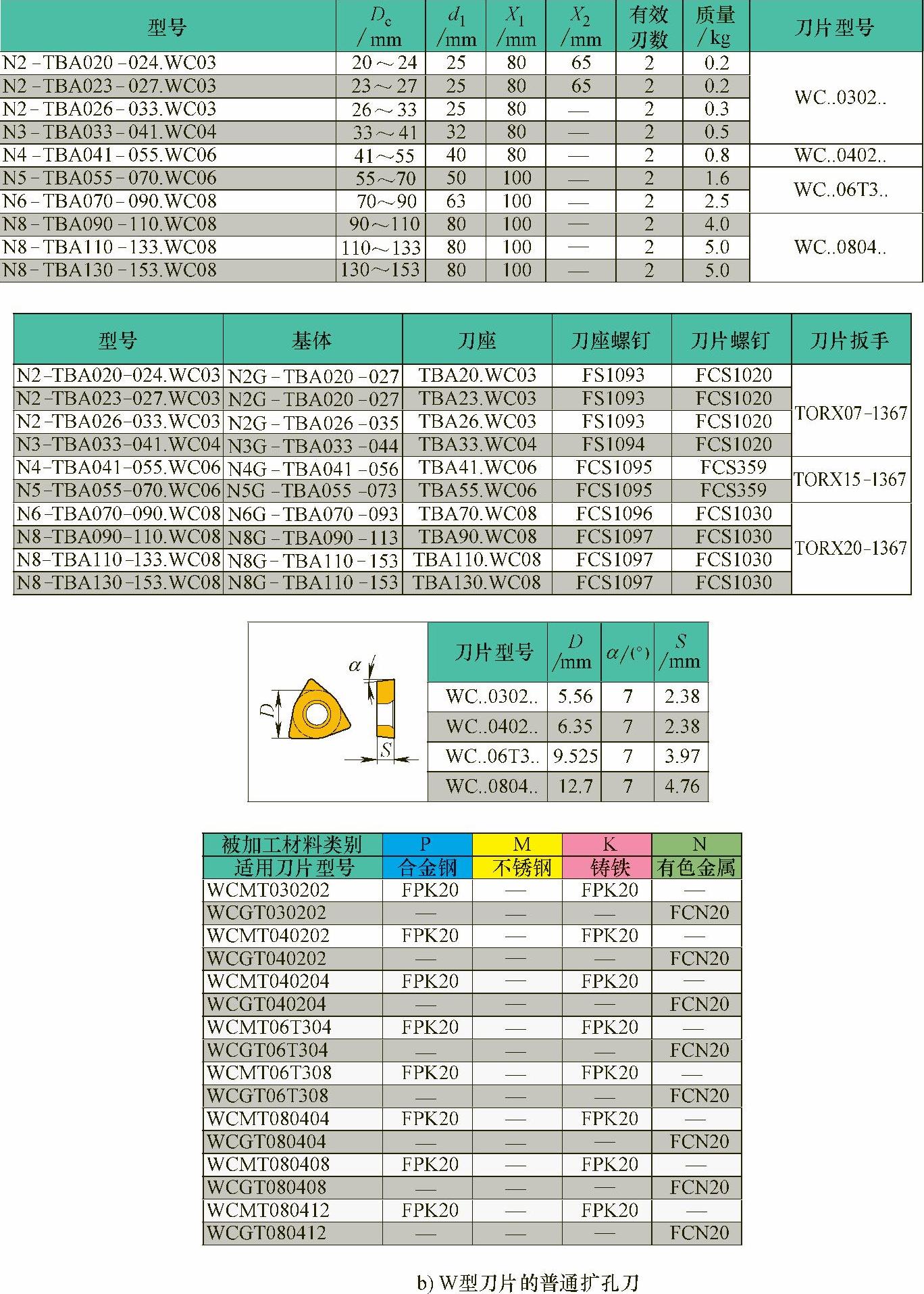
图3-70 普通扩孔刀样本页(图片来源:方寸工具)(续)
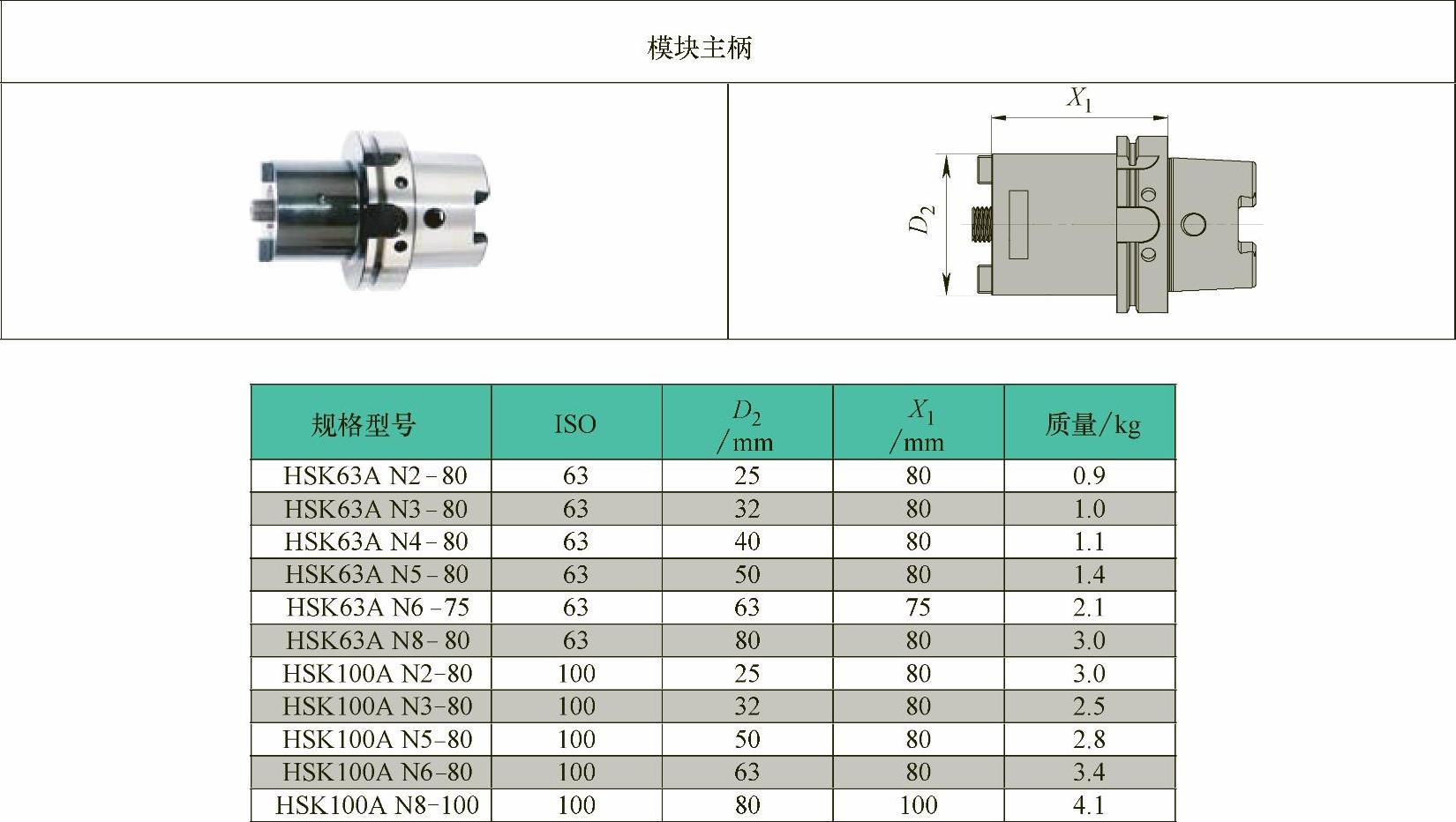
图3-71 HSK刀柄样本页(图片来源:方寸工具)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。