



图3-1所示为扩孔钻削加工的切削用量,包括红色箭线表示的切削速度,绿色箭头间的长度表示切削深度,黄色箭线表示的是进给量。在某些扩孔方式中,有的刀具有几个不同的轴向位置和径向位置的刀尖,那就会有几个不同的切削深度(这类似于双刀片导条式铰刀加工),在后面详细介绍。
■切削速度
扩孔刀以一定的转速旋转,从而加工出一定直径Dc的孔。这样在切削刃上得到一个特定的切削速度vc。vc对刀具寿命有直接影响。扩孔切削速度vc的计算结果如图3-2所示。由图3-2可知,对直径32mm的孔,假设切削速度约为275m/min,则扩孔刀的转速约为2750r/min。如需精确计算,可使用如下公式
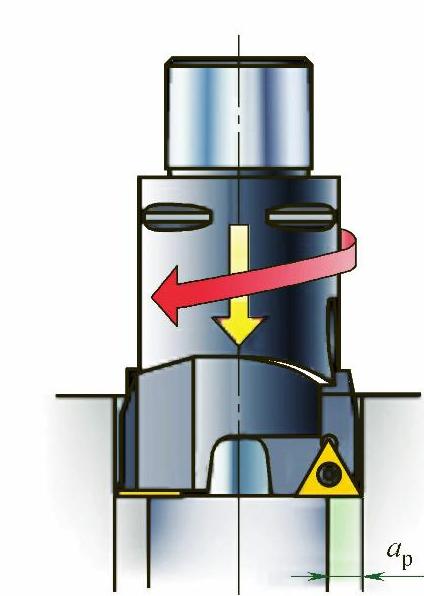
图3-1 扩孔钻削加工的切削(图片来源:山特维克可乐满)
或者
式中 vc——切削速度(m/min);
Dc——扩孔刀直径(mm);
n——转速(r/min)。
按公式做精确计算,可得n=2737r/min。
■进给量
刀具在进给运动方向上相对于工件的每转位移量称为进给量(如图3-3中的f),单位为mm/r。扩孔刀多为多刃刀具,当各个切削刃具有相同的轴向位置和径向位置时,进给量f等于每齿进给量fz乘以刀片数量z,即
f=fzz
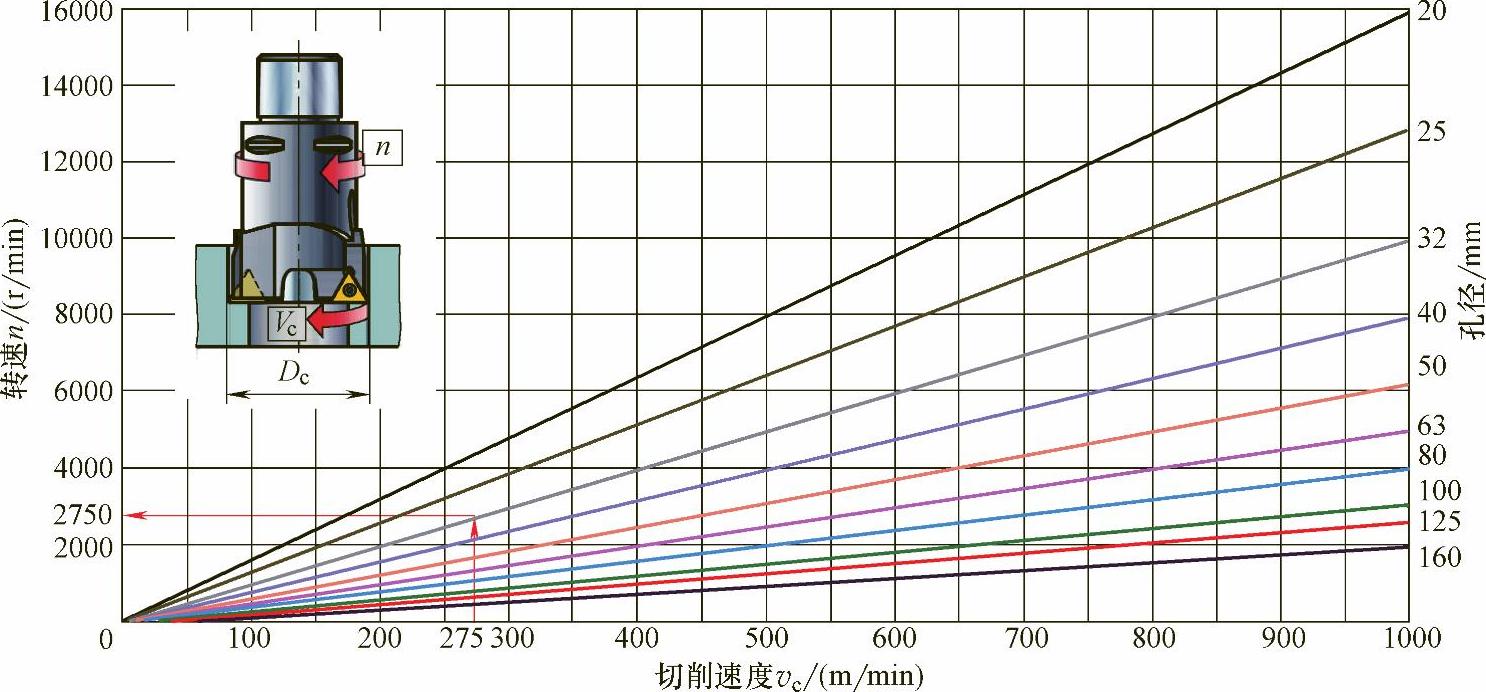
图3-2 扩孔切削速度vc的计算结果(图片来源:山特维克可乐满和瓦尔特刀具)
进给量影响进给速度。进给速度vf是指扩孔刀的轴向运动速度。进给速度vf与生产率密切相关
vf=fn(https://www.xing528.com)
式中 vf——进给速度(mm/min);
f——进给量(mm/r);
n——转速(r/min)。
■切削深度
切削深度ap如图3-3、图3-4所示。切削深度是切削刃切削之后的半径(Dc/2)与
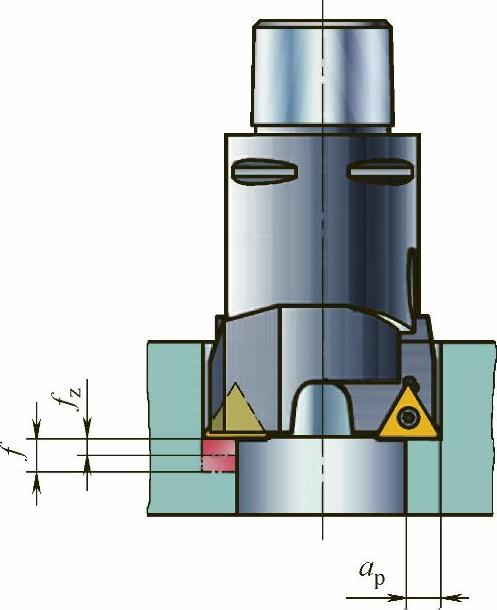
图3-3 扩孔进给量和切削深度(图片来源:山特维克可乐满)
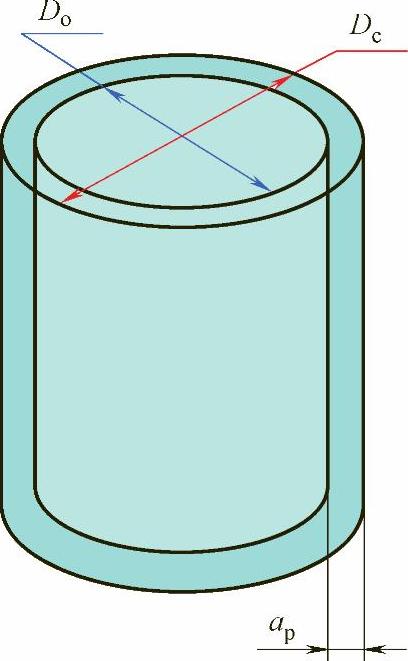
图3-4 扩孔切削深度
切削之前的半径(Do/2)之差
ap=(Dc-Do)/2
■材料切除率
材料切除率Q是扩孔中单位时间切除的材料体积,即切削面积与单位时间切削长度(即进给速度)的乘积。其常用单位不是mm3/min而是cm3/min,公式为
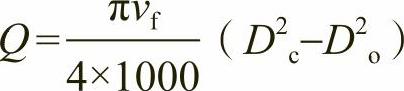
式中 vf——进给速度(mm/min);
Dc——切削之后的直径(mm);
Do——切削之前的直径(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。