



图2-137所示为孔精加工刀具目录,可以看到其中K4~K5是其孔精加工刀具选择指南(图2-138所示为其中铰刀部分中的一部分),而K94~K127是其铰刀部分规格。

图2-136 铰刀选刀样本(图片来源:肯纳金属)
图2-137 孔精加工刀具目录(图片来源:肯纳金属)
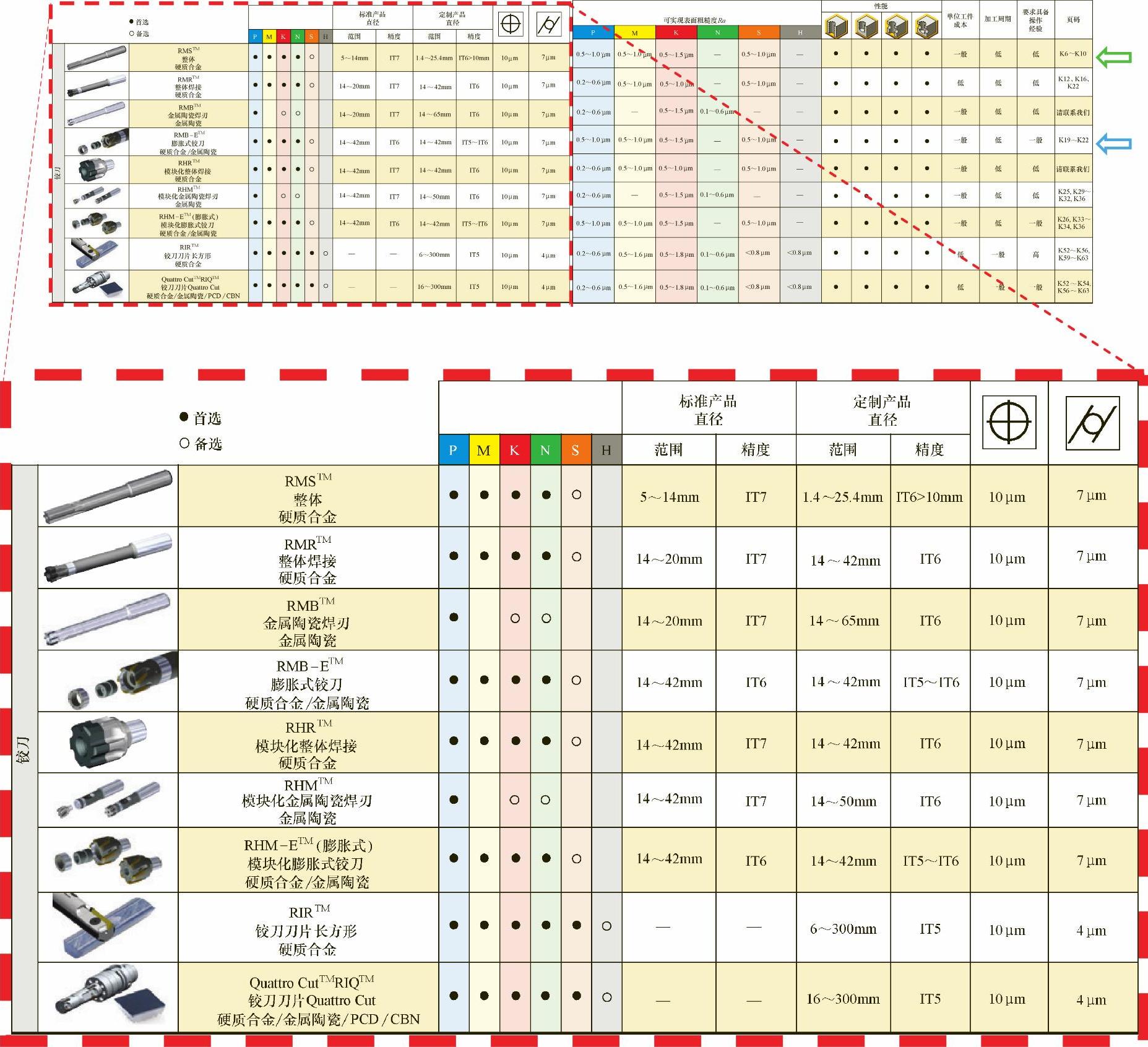
图2-138 铰刀选用指南(图片来源:肯纳金属)
根据孔径8mm、公差带H7两项要求,符合的仅RMS整体硬质合金铰刀一种,其圆度10μm、圆柱度7μm的几何公差也能符合本加工任务20μm和10μm的加工需求。K5页的关于表面粗糙度、通孔或不通孔等适应性也符合,因此前往K6~K10页做进一步选择。
在K6~K10中,铰刀规格在K8和K9两个页面,如图2-139所示。请注意两页的铰刀规格上各有一个代表切削液流向的图示(红圈),图2-139a中的铰刀切削液由端部输出,图2-139b中的铰刀切削液由容屑槽部分输出,这与之前的图2-97所示部分相似,切削液端部输出的用于不通孔,而切削液由容屑槽输出的则用于通孔,这样的安排是为了排屑的需要。(https://www.xing528.com)
因此,由于孔Ⅰ是不通孔,应该选择图2-139a中的相应规格,再根据工件材料为40Cr的情况,应选用钢类材料“P”为首选的KC6305的材质,即选用的铰刀为
RMS08000H7SFKC6305
样本显示,该铰刀具有6个刀齿。
在介绍这些铰刀的切削用量选择前,有必要先介绍一下肯纳金属的被加工材料分组。虽然大的分类方面,各家与国际标准(ISO513:2012)将被加工工件材质分为7类(其中“其余”普遍未启用)是一致的,但在分组方面各家并不完全一致,因此在选择工件材料分组(图2-140)时需注意具体厂家的分组规定。图2-140就是肯纳金属的相关规定(其2018版样本就材料分组举例列了2张图,我们选用了与中国标准材料相近的德国材料的举例图)。
按照图2-140所示,碳的质量分数大于0.25%,布氏硬度介于220~330HBW之间的钢材属于P3组。因此,本例的工件材料为40Cr,硬度为300HBW就属于P3组。
由于刀具材质为KC6305,按K10页上的切削规范(图2-141)孔Ⅰ的切削速度初始值应为100m/min(切削速度最小值为75m/min,切削速度最大值为130m/min);每齿进给量最小值为0.05mm/z(因为该刀具具有6个刀齿,进给量最小值为0.30mm/r),最大值为0.12mm/z进给量最大值为(0.72mm/r)。因此,推荐起始切削数据为:
切削速度vc为100m/min。
进给量f为0.50mm/r。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。