



许多厂商都强调铰刀的跳动问题,即把铰刀的跳动控制在一个很小的范围内。
其实,1.3节“铰削与镗削的差别”中已经介绍过,真正意义上的铰刀不需要“对中”,即无论是铰刀轴线与机床主轴回转中心有偏移,还是两中心之间有夹角都不必要,让铰刀顺着预制孔的轴线进给符合铰削的要求。
理论上只有镗削,才需要进行精确的调心“对中”。
但在实际应用中,经常有介于两者之间的加工方式。例如有些加工刀具刚性既不像镗刀那样好,又不能像铰刀那样随着预制孔的轴线进给,这种兼备镗和铰的加工方式经常由具有铰刀外观的镗刀(称为“镗铰刀”)承担加工任务。刀具寿命与刀具跳动关系如图2-103所示。这些镗铰刀经调整刀齿圆跳动后刀具寿命会明显提高。
另外,在数控机床上,由于重复定位精度通常比较高,在同一台机床上工件一次装夹的粗精加工轴线位置偏移极小,经“对中”后的铰刀或镗刀各切削刃的负载更为均匀,刀具轴线受力状态比较理想,这也利于增加刀具寿命。
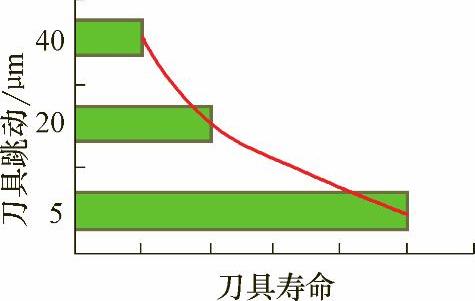
图2-103 刀具寿命与刀具跳动的关系(图片来源:高迈特)
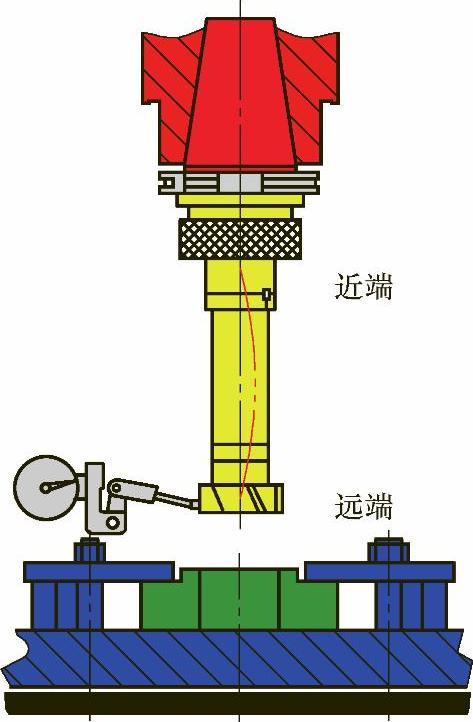
图2-104 远端跳动的测量(图片来源:高迈特)
圆跳动的控制一般以镗铰刀的“远端”为准,这里的远端、近端是相对刀柄而言的。如图2-104所示,镗铰刀(黄色)上距刀柄(红色)较远、接近工件(绿色)的一段被称为远端;而接近红色刀柄的一段被称为近端。
刀具比较理想的位置状态,是刀具的轴线与机床的主轴回转轴线完全重合,既没有偏移,也没有偏转,但这种理想状态的调整要求高,调整耗时较长,适用于加工要求高、质量要求特别稳定的场合。它的一般调整方式是先调整近端的圆跳动,之后再调整远端的圆跳动,实质上是调整了整条轴线的位置。假设将刀尖的圆延伸到整个刀具悬伸长度形成一个圆柱,经过这样调整的圆柱具有相当不错的全跳动。由此可知,所测量的远端跳动只需要距近端足够远,并不是非要测量刀齿处的圆跳动。
另一种比较简单的方法是只调整刀具远端的圆跳动。这种方法只保证远端截面的圆跳动而不保证其他位置的圆跳动。仅控制远端跳动有可能存在刀具轴线弯曲这样的现象(如图2-104中的红线),但这样的要求调整相对简单,不过耗时不一定比上一种方法更少——有时可能怎么都调不好。
图2-105所示为仅调节近端跳动的DAH系统。
安装DAH前应彻底清洁连接面,并保持连接面干燥、无油脂;安装时将六个螺钉通过刀杆法兰面的孔拧至刀柄法兰的螺纹孔内,并对其预紧(即将弹簧垫片压平)。然后将刀柄安装到机床上进行调整。用量表找到跳动最高点(可以在刃口上测量跳动,但这比较困难;也可以在接近刃口的磨光圆上测量)并记下跳动值,确保锁紧螺钉未被锁紧,旋转锁紧环,使调整螺钉对着跳动值最大的地方,读表拧动调整螺钉,让调整螺钉将刀柄端的法兰盘缓缓顶过跳动值的一半,松开锁紧螺钉,重新检查跳动值。如果检查结果尚未达到要求,再次找到最高点并记下跳动值,转动锁紧环按前述方法调整。如此循环直至跳动符合预定要求。调整结束后,交叉锁紧六个螺钉,然后拧紧锁紧螺钉使调整环在刀柄上固定住。
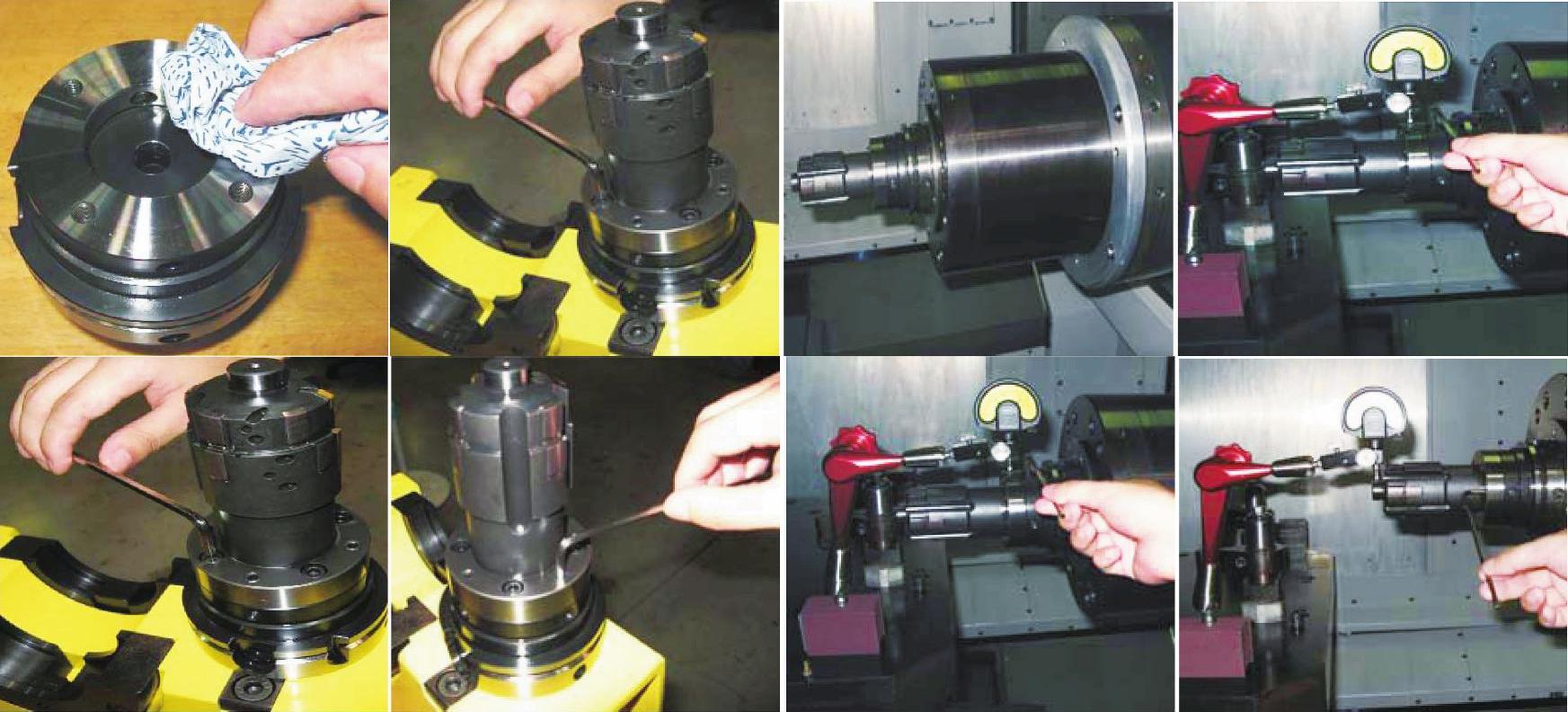
1)图2-106所示为远端、近端跳动双调整的系统,其调整步骤如图2-107所示。清理接合面上的毛刺、锈蚀、碰划伤等:接合面是精磨过的,如有毛刺、锈蚀、碰划伤等会影响调整精度和可靠性。
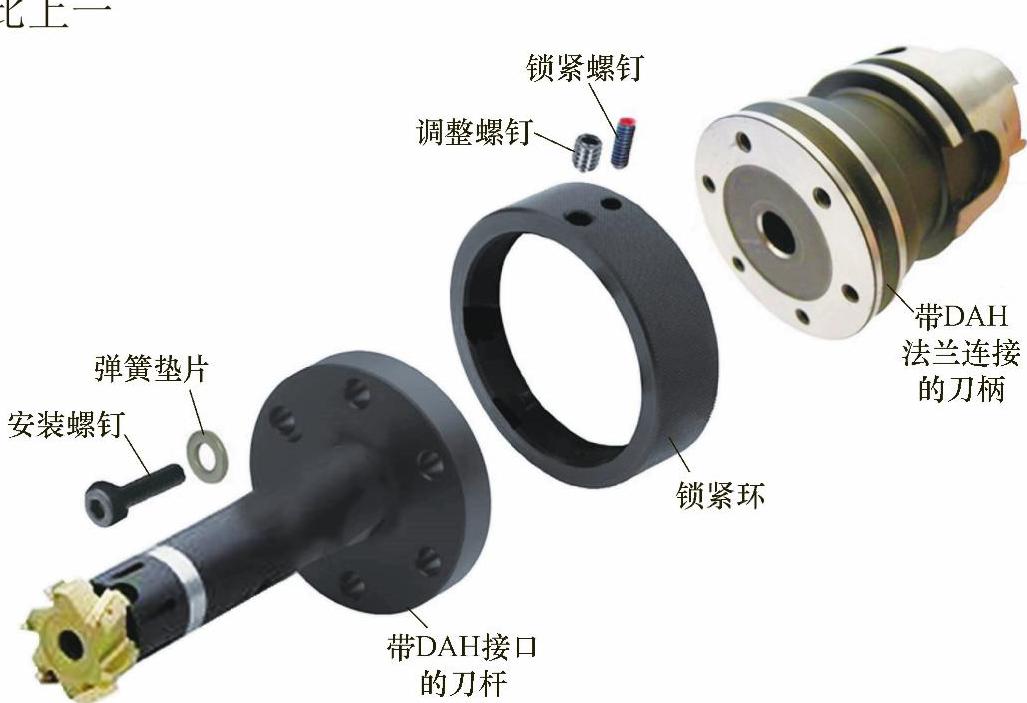
图2-105 仅调节近端跳动的DAH系统(图片来源:高迈特)
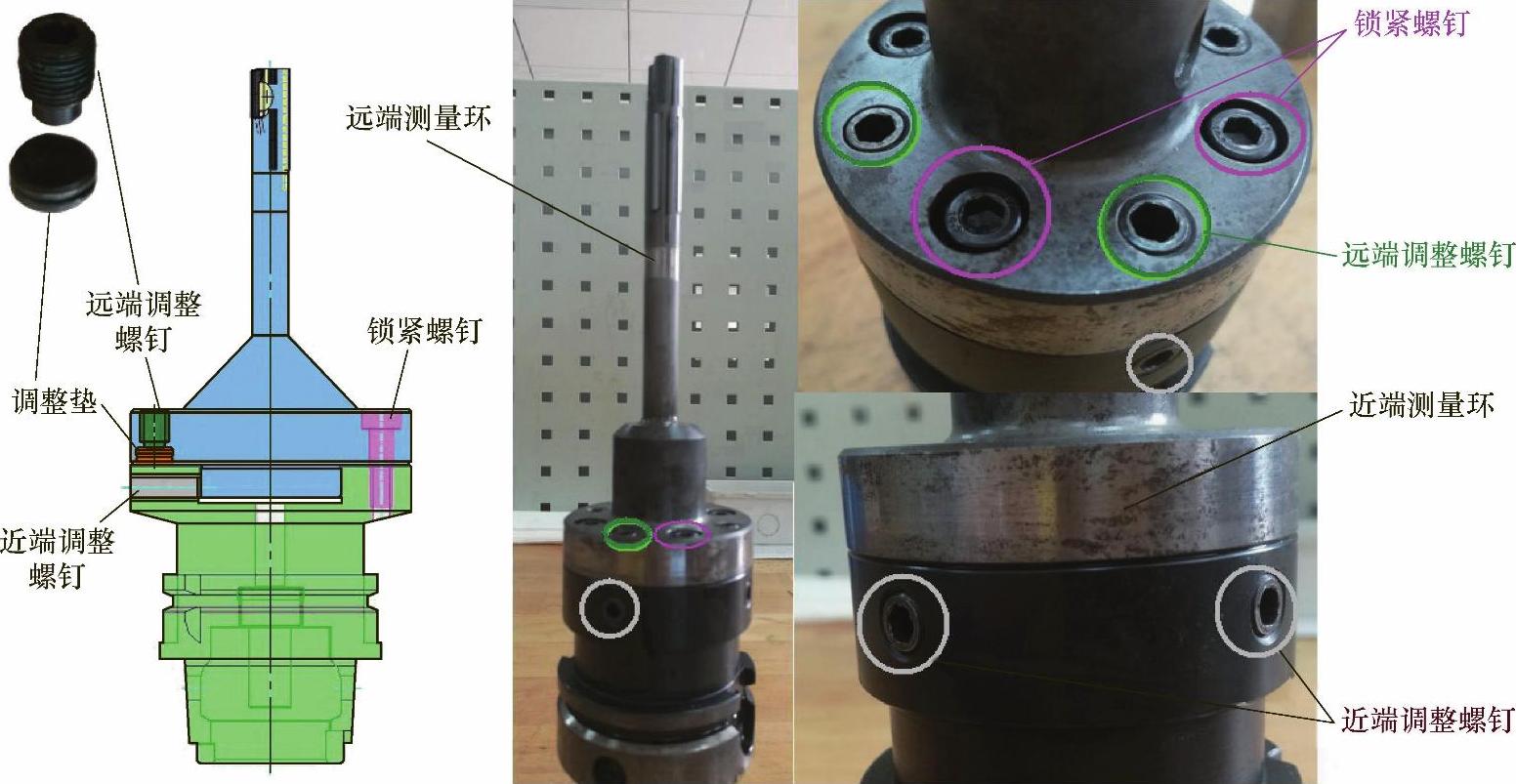
图2-106 远端、近端跳动双调整的系统(图片来源:玛帕刀具)
 (https://www.xing528.com)
(https://www.xing528.com)
图2-107 远端、近端双调整系统调整步骤(图片来源:玛帕刀具)
2)粗压紧,可以使用4N·m的力矩来紧固锁紧螺钉。这个压紧既不能过紧,使接下来的近端调节能够顺利进行,又不至于两者之间轻易滑动改变调整结果。
3)将待调整刀具用自动换刀装置装到主轴。经验表明,手动和自动装刀后的结果是有区别的。
4)粗调整径向圆跳动,使跳动值小于5μm(越小越好):首先将量表置于近端测量环检查跳动,其次寻找跳动中间值,然后顺时针拧近端调整螺钉将大于中间值最多的螺钉调整到此中间值(每个近端调整螺钉一次调整完成后,应立即松开调整螺钉,就是所谓“即紧即松”)。每个螺钉调整完,两个法兰之间的位置就有变化,因此调完一个螺钉就重新测一次。另外每个调整螺钉调到位后需立即松开,这是因为如果对面螺钉顶紧了,这面的螺钉调整就很困难。
5)近端跳动调整到小于5μm后,用规定力矩拧紧锁紧螺钉。这类刀具螺钉的锁紧压力是有要求的,在刀具图上均会标出,不同大小和重量都会有不同锁紧力矩要求,请务必严格按照要求来做。锁紧力太小,不足以确保刀具使用中的稳定性,加工质量就难以保证。
6)旋紧所有近端调整螺钉。调整结束后要求不能有松动的螺钉,因此在精调整之前需把所有的调整螺钉旋紧。
7)精调整径向圆跳动<3μm。注意:这一步骤对近端调整螺钉只紧不松。这一步通常需调整的螺钉1~2个。
8)将量表置于远端测量环检测跳动,调整远端调整螺钉,使远端跳动值<3μm。这一步也是边观察量表边调,当观察到最高点的量值减至原来跳动值的一半时,就停止该螺钉的调整,重新检测、调整。这一步骤对远端调整螺钉也是只紧不松。
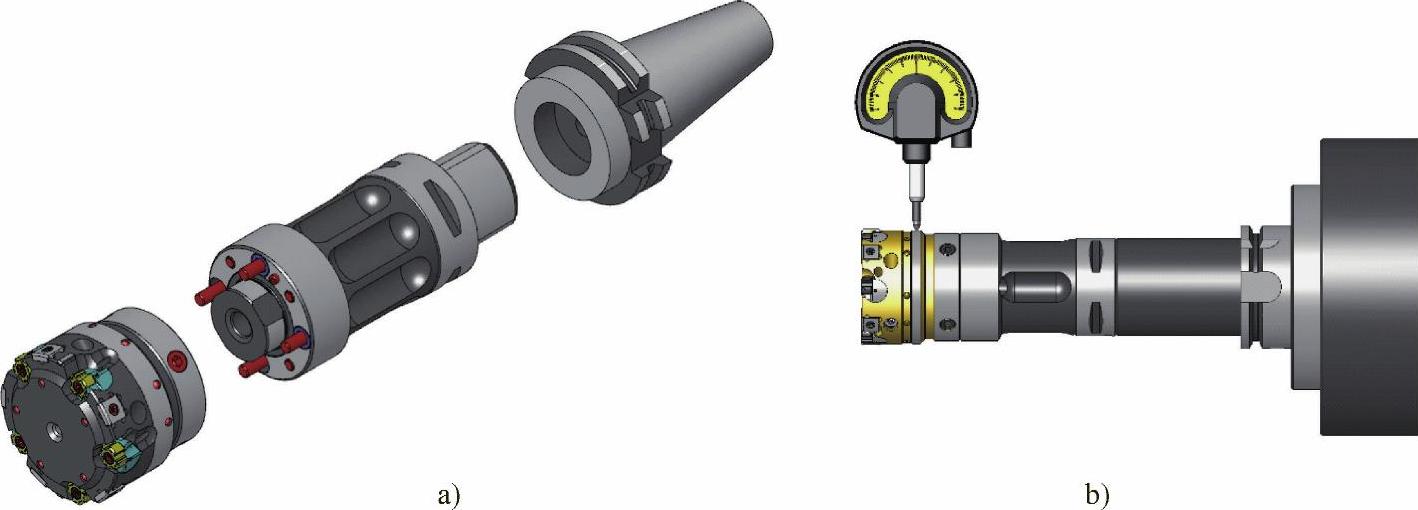
图2-108 Xfix铰刀跳动的调整(图片来源:山高刀具)
山高刀具Xfix铰刀,通常悬伸比较短,这就不需要区分近端、远端,柄是简化掉近端调节的系统,但远端仍采取4个远端调节螺钉,如图2-108所示的Xfix铰刀跳动的调整。铣刀上设置了跳动检测环,检测、调整跳动时,将量表的测头置于此环即可。
图2-109所示的带锁紧环四螺钉DAH系统与图2-105中的相同,也设置了可旋转的锁紧环,而是在四周有四个调整螺钉。在使用时,找到跳动的最高点之后,可以旋转锁紧环找到最近的调整螺钉,然后拧动该螺钉将跳动的最高点往下压至跳动值的一半并多顶5μm无须松开,然后转到对面,拧动对面的调整螺钉将刀具顶回中心位置,这时一个方向的跳动调整完毕并消除了间隙和受力后可能引起弹性变形的位移。然后旋转90°,按此流程再来一遍也调到中心位置并锁紧。整个跳动厂方建议控制在2μm以内。
由于近端调节螺钉的位置对调整的方便性有些影响,图2-110所示的增加近端调节螺钉的双调节系统增加了近端调节螺钉的数量,其他与图2-106所示的远端、近端跳动双调节系统基本相同。
当铰刀在车床上使用,尤其是铰孔和预制孔分两次装夹时,则可以使用图2-111所示的车床用铰刀位移、偏转适应DPS系统来解决预制孔和铰刀轴线的位移和偏转问题。
在图2-111所示的车床用铰刀位移、偏转适应DPS系统中。左侧蓝色的部分与车床相连,右侧紫色的部分与铰刀相连,两者之间有绿色和橙色的两个环。绿色的环主要用于调节偏转角度(最大角度补偿30'),橙色的环与绿色环之间淡红色的销钉及垫圈主要用于调节位移(径向间隙0.08mm)。四个部分由灰色的弹性连轴套相连。图2-112所示为车床用DPS系统外形图。

图2-109 带锁紧环四螺钉DAH系统(图片来源:高迈特)

图2-110 增加近端调节螺钉的双调节系统(图片来源:肯纳金属)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。