



■换头的可胀式铰刀
在前面“铰孔尺寸的变化与铰刀公差”一节讨论过铰刀的公差。除了收缩/扩张量之外,铰刀的制造公差“G”与孔的公差“IT”之间要考虑一个留磨量“N”。因此,当孔公差本身较小,而制造公差“G”也很难压缩时,留磨量“N”就会很小,这就缩短了刀具寿命;工件毛坯质量的变化可能使收缩/扩张量发生改变,也有可能使加工出来的孔尺寸发生些许变化而造成工件孔径超差。这时如果多刃铰刀直径能有些许增大,就能延长刀具寿命,或能重新加工出符合要求的孔。
图2-87所示为换头的可胀式铰刀。紧定螺钉(锥形头)、刀头内部的锥孔和铰刀头之后的薄壁是其直径可胀的基础。通过顺时针拧动螺钉,螺钉头部外面的锥面迫使刀头头部较薄的材料发生弹性变形,铰刀直径有所增大。根据不同的规格和结构,这类铰刀可胀量为20~40μm。由于刀体材料弹性变形的规律,刀齿的直径扩张是头部更多一些,因此铰刀在直径微增的同时,倒锥量也会略微增加。
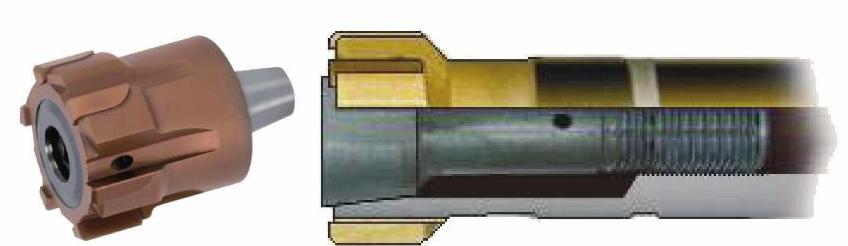
图2-87 换头的可胀式铰刀(图片来源:高迈特)

图2-88可胀式铰刀直径测量工具(图片来源:高迈特)
建议铰刀调整时使用带表的千分尺或精度较高的数显千分尺,如图2-88所示。
调节时,用内六角扳手先预紧,然后后再顺时针旋转90°锁紧。测得尺寸偏小时,顺时针拧动扳手即可;测得尺寸偏大时,应先将调整螺钉完全松开,然后再次顺时针从小往大调整直径。
■可换刀环的可胀式铰刀
图2-89所示为通孔用可换刀环的可胀式铰刀。
铰刀的直径调节由铰刀环、锥环和调节螺母组成。通过旋动调节螺母(左旋螺纹),调节螺母将锥环向刀杆方向压入,锥环的外锥面将铰刀环的内孔胀开。由于铰刀环的内孔开有增强弹性的槽,铰刀环的胀开变得比较容易,也不易使铰刀环超过弹性极限而产生永久的变形。因为用于铰削通孔,切削液由刀柄前部(铰刀环之后)倾斜孔喷出。
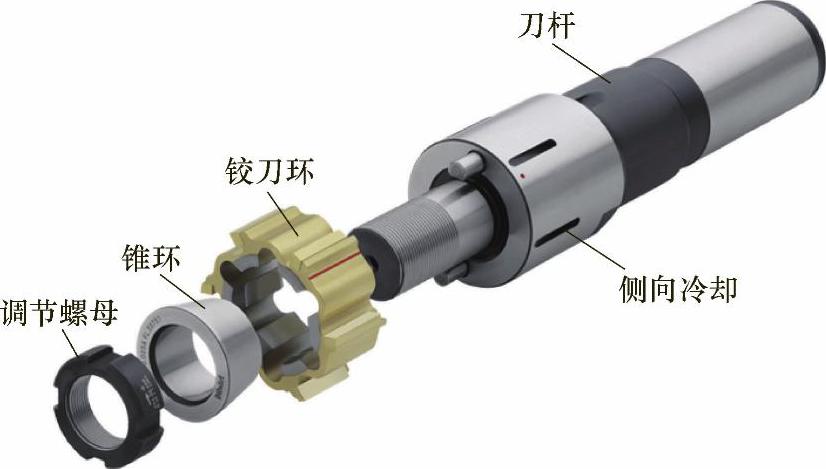
图2-89 通孔用可换刀环的可胀式铰刀(图片来源:高迈特)
在使用该系统时,建议先对铰刀环、刀柄和锁紧螺栓的定位锥面进行清洁,去除表面油脂;然后在螺纹表面涂上润滑油脂;装入时必须要对准铰刀环与刀柄上的红色标记,再逆时针(左旋螺纹)将铰刀环调整到被加工孔的中间公差。记住:测量直径只能在做过标记的切削刃处,因为其余切削刃的连线并不通过刀具中心。
图2-90所示为不通孔用可换刀环的可胀式铰刀。调节该系统时用调节螺母将轴套向前推,铰刀环的轴向受与刀杆旋合的锥形螺钉(锥形头)的限制,在螺钉的外锥面的作用下向外胀大。
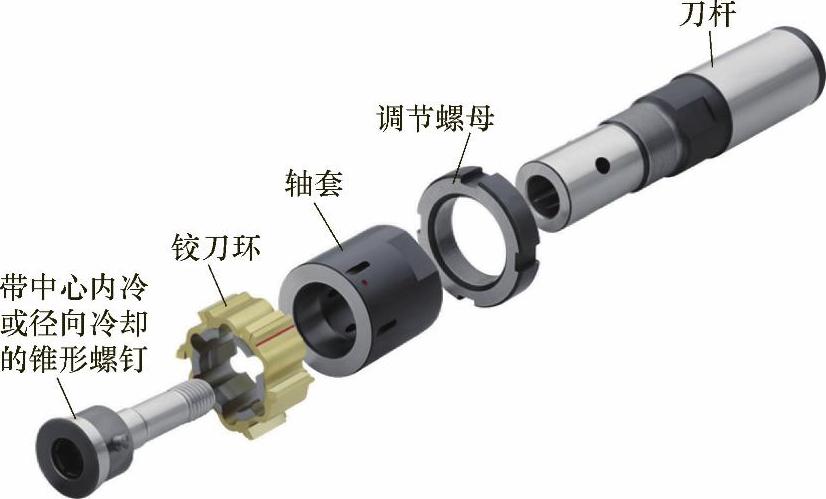
图2-90 不通孔用可换刀环的可胀式铰刀(图片来源:高迈特)
在使用该系统时,前面的步骤与通孔用可换刀环的可胀式铰刀的系统一样,即先对铰刀环、刀柄和锁紧螺栓的定位锥面进行清洁,去除表面油脂,然后在螺纹表面涂上润滑脂;装入时必须要对准铰刀环与刀柄上的红色标记。随后的步骤则与其不同:将调节螺母旋入刀杆,平滑面对准轴套。铰刀环用锥面螺栓穿过轴套与刀杆旋合加以紧固。逆时针(轴套移向紧定螺钉方向)将铰刀环调整到被加工孔的中间公差。
外观上,两种系统装配之后,通孔用的在铰刀环前面伸出部分较多,而不通孔用的在铰刀环前面伸出的部分很少,如图2-91所示。
■可转位刀片多刃铰刀
除了前面介绍到的带刀片的导条式铰刀,目前还有使用可转位刀片的多刃铰刀。
图2-92所示为带可转位刀片的可胀式铰刀(可换刀环)。目前可用的刀片材质有硬质合金和金属陶瓷(即钨基硬质合金和钛基硬质合金)两种,也可以在刀片上附加各种涂层。每个刀片带有2个可用的切削刃。
由于铰刀的精度很高,刀片与刀盘需要配套,因此在刀盘和刀片上有相应的标记(图2-92右侧),不是可以随意互换配装的。如果刀片磨损了,用户需要将刀盘和刀片一起送返刀具供应商,由供应商进行重磨和重新涂层。

图2-91 两种装配后的可换刀环的可胀式铰刀(图片来源:高迈特)
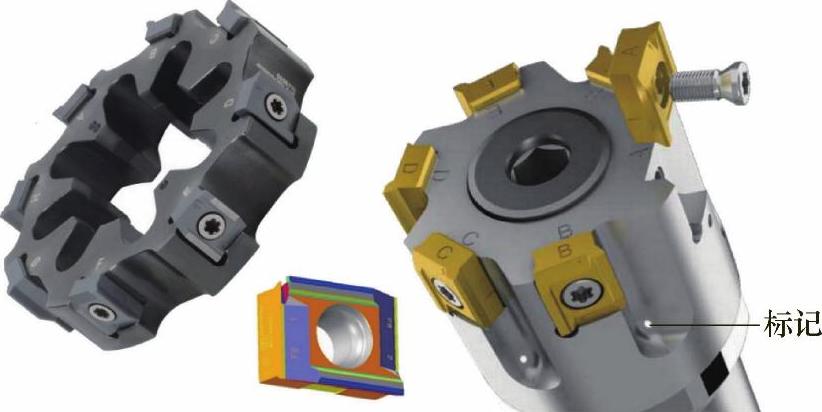
图2-92 带可转位刀片的可胀式铰刀(图片来源:高迈特)

图2-93 带可转位刀片的可调式铰刀(图片来源:高迈特)(https://www.xing528.com)
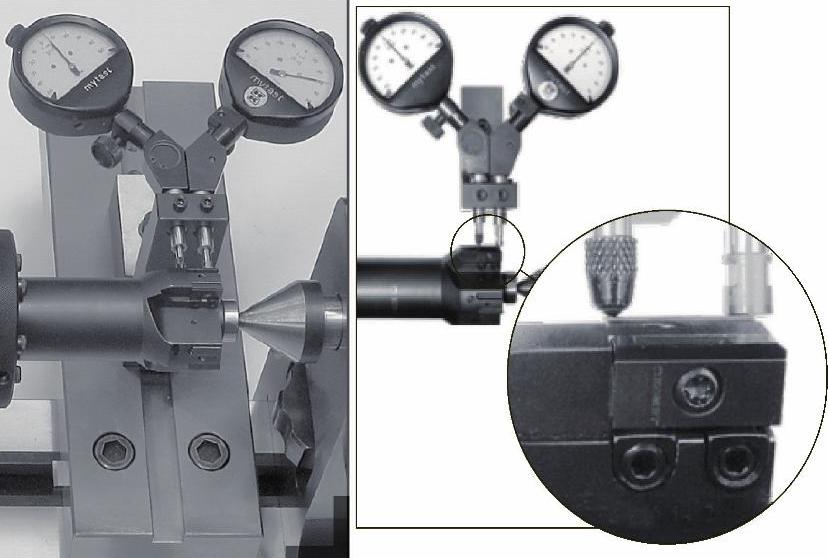
图2-94 可转位多刃可调铰刀的调节(图片来源:高迈特)
图2-93所示为带可转位刀片的可调式铰刀。这种铰刀的刀齿数有4齿、6齿和8齿,每个刀齿有一个切削刃,而就单个刀齿看,比较接近单刃导条式铰刀的结构:有2个调节螺钉,直径和导锥均可调节。但这种铰刀不需要导条,刀片可以单独提供而不像刀环结构的可转位铰刀那样需要配套提供。
可转位多刃可调铰刀的调节如图2-94所示。图中的两个千分表,一个用于调整尺寸,另一个则用于调整倒锥量。各个刀齿的直径应调整到同一直径。
图2-95是一种用带锥销的调节螺钉(图中绿色)来调节铰刀刀片径向尺寸的刀片式铰刀。这种调节方式的原理,与《数控铣刀选用全图解》中图2-41的铣刀片调整方式几乎完全一致。随着锥销轴向位置下移,锥销与刀片(图中黄色)的直径接触处的直径增大,这就会将刀片向外推出,从而增加铰刀的工作直径。虽说这种铰刀结构简单,由于锥销的锥度较小,即使螺钉拧一整圈,刀片外径的增大也很有限,因此几个刀片调整到基本同一直径的难度也并不算大。
图2-96a所示为装可转位刀片的铰刀Xfix。其铰削区的工作部件有承担切削工作的可转位刀片(图示的是8刃铰削刀片)、固定导条和浮动导条。
图2-96b所示为不通孔用的Xfix铰刀分解(通孔用的有些小差别)。其中,土黄色的刀片由图中最下方浅红的刀片锁紧螺钉装于青色的刀座;翠绿色的球头螺钉与青色的刀座旋合,顶在深灰色的刀体上以调节刀座的位置(刀座的主偏角不能调整,由深灰色刀体孔的方向确定);而紫色的锁紧楔和与其在一条轴线上的暗红的刀楔锁紧螺钉是用来锁紧青色的刀座的。
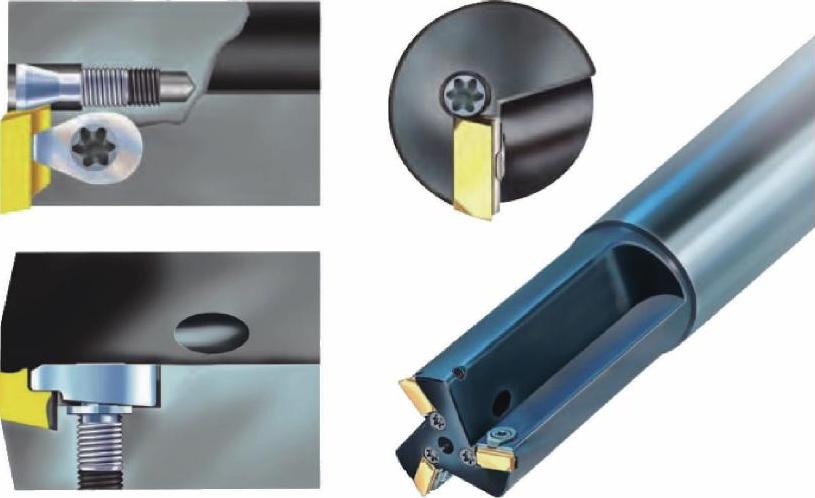
图2-95 带锥销的调节螺钉(图片来源:钴领-豪费德)
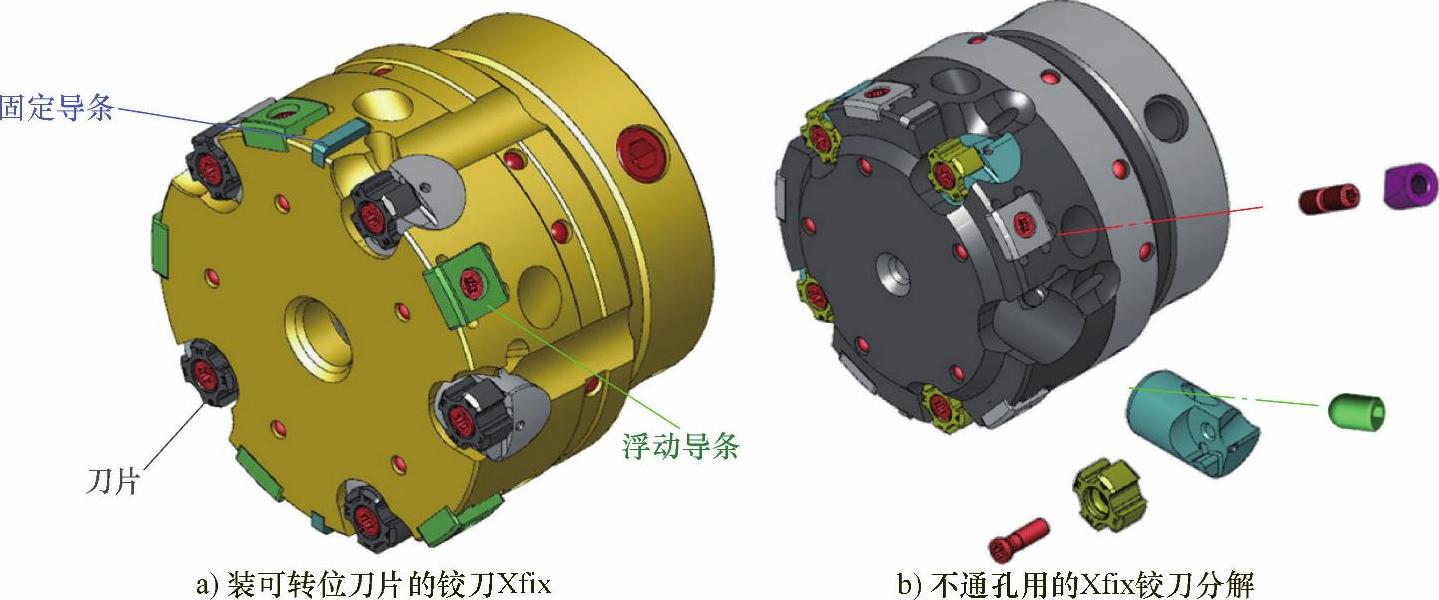
图2-96 装可转位刀片的铰刀(图片来源:山高刀具)
图2-97所示为通孔与不通孔用Xfix铰刀冷却流及刀座的对比。不通孔的切削液由铰刀中心导入,经孔底后裹挟切屑经刀夹上留出的切削液通道向后排出;通孔的切削液则在铰刀中心孔中被封闭螺钉阻挡,然后通过刀体和刀片座上的切削液通道(如图2-98的几个红圈所示)在刀片边上喷出,裹挟切屑向未加工的孔排出。而图中天蓝色的圆圈中是调节孔,翠绿色的圆圈中是锁紧孔。
图2-99是通孔Xfix铰刀的调节螺钉与刀座的关系图,两者的轴线夹角约30°,这样可以使调节更容易。通过拧动与刀座旋合的球头螺钉,球头螺钉顶在刀体上,可以调节刀座的位置。
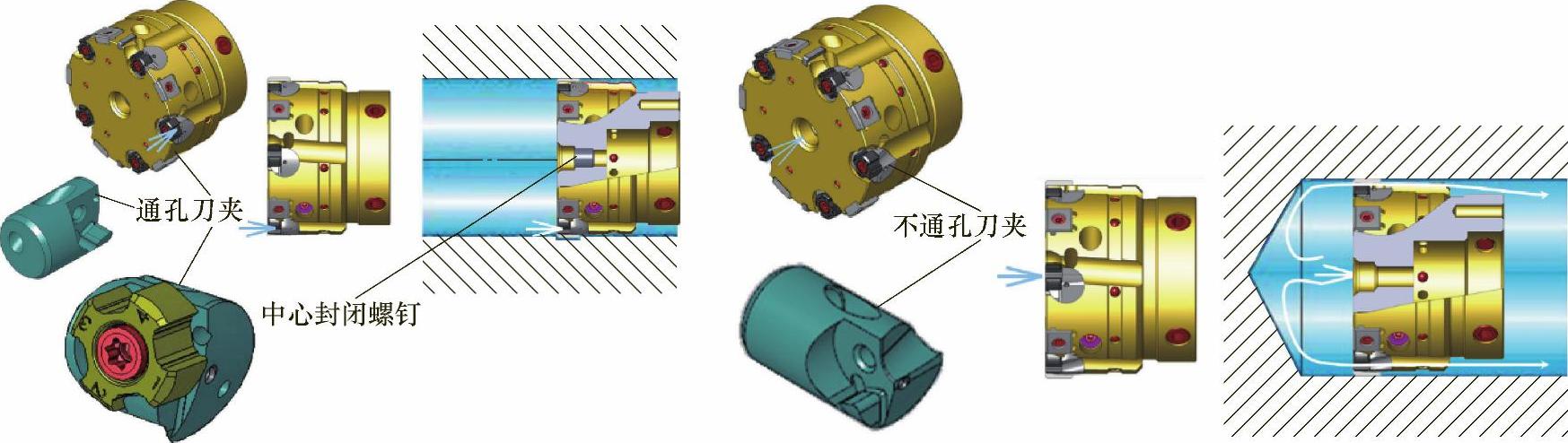
图2-97 通孔与不通孔用Xfix铰刀冷却流及刀座(图片来源:山高刀具)
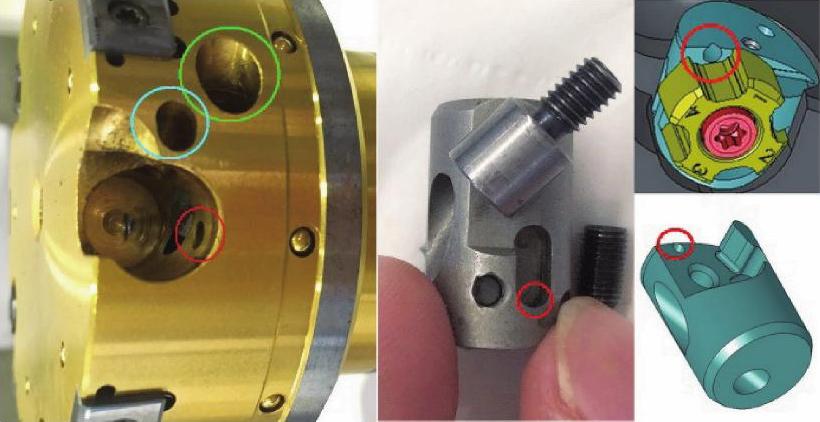
图2-98 通孔用Xfix铰刀冷却通道(图片来源:山高刀具)
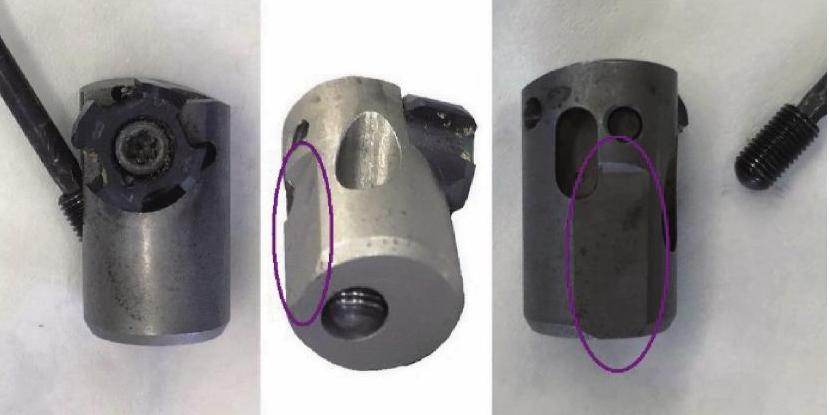
图2-99 Xfix铰刀调节(图片来源:山高刀具)
图2-100所示为通孔Xfix铰刀锁紧。锁紧楔(图2-96b中紫色的零件)上有一个斜面,刀夹上也有一个相应的斜面(如图2-99紫色圈所示)。锁紧楔通过刀体上的锁紧孔(图2-98所示的绿色圈)锁紧刀座。
Xfix铰刀有一组浮动导条(图2-101)。这些浮动导条在不受力的自由状态时其直径大于刀片刃口所构成的切削直径(浮动导条直径由制造商在出厂时预设定,用户无须调整(图2-101a),而在镗刀切削时浮动导条处于受力状态(图2-101b),在图2-85和图2-86所示的油膜的压力帮助下维持铰刀在孔的中央。
图2-102所示为既带浮动导条(绿色)又带固定导条(蓝色)的铰刀。据介绍,该铰刀用带导向的螺钉安装在刀体上,浮动导条下方两端均有强劲的弹簧。
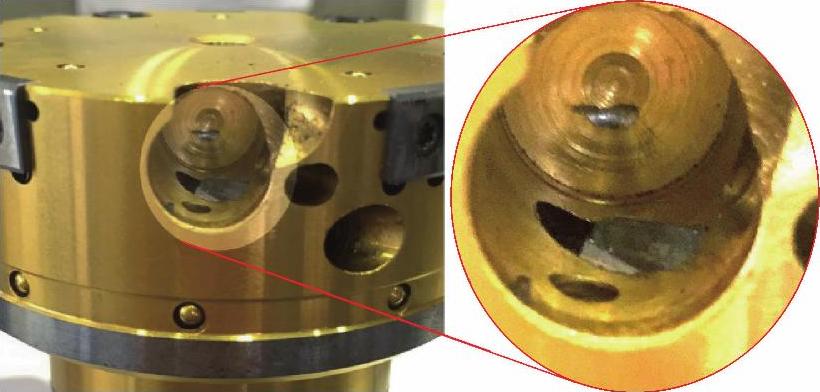
图2-100 Xfix铰刀锁紧(图片来源:山高刀具)
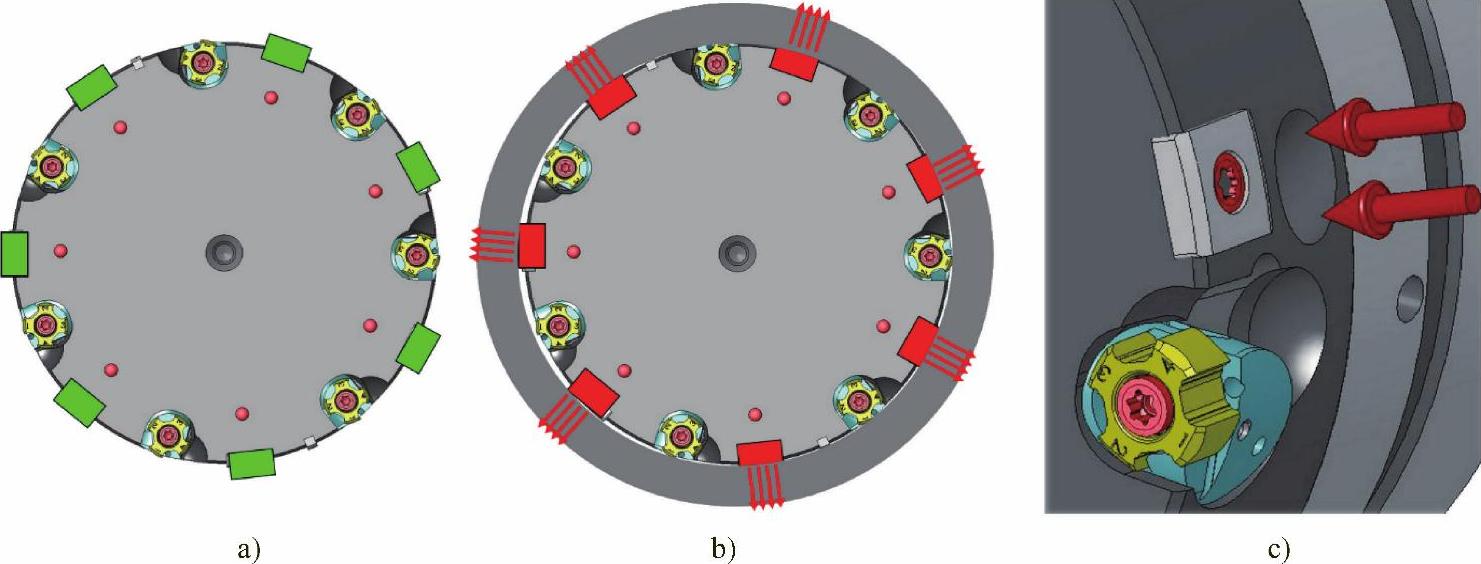
图2-101 Xfix铰刀浮动导条(图片来源:山高刀具)
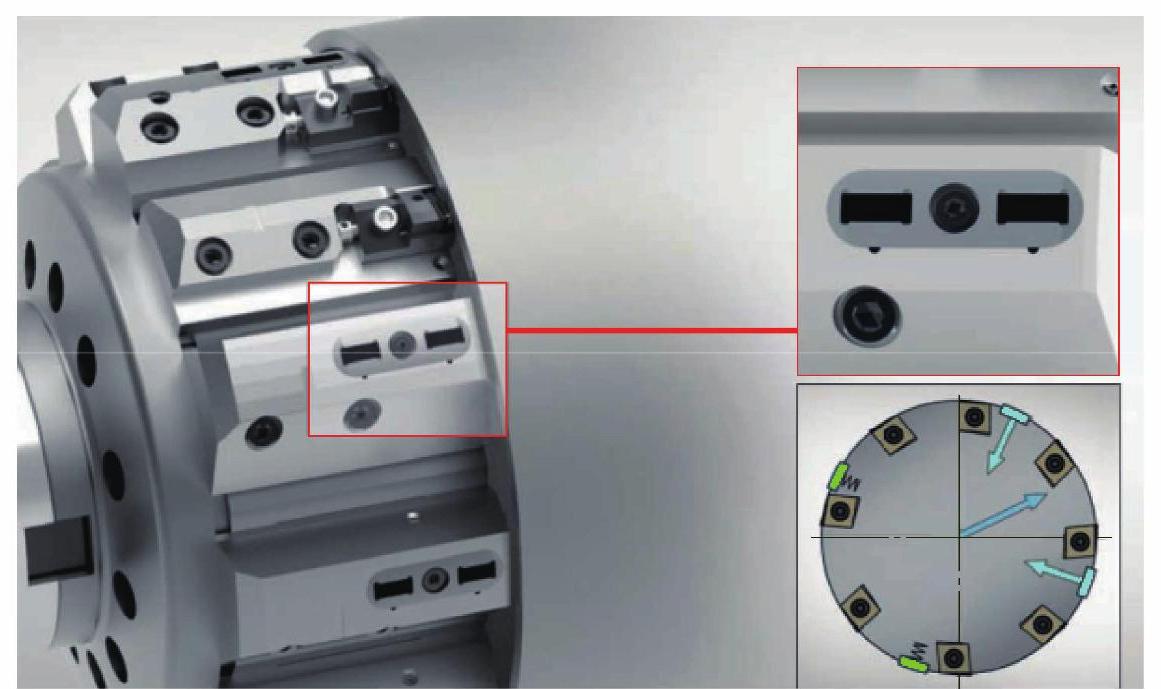
图2-102 既带浮动导条又带固定导条的铰刀(图片来源:玛帕刀具)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。