



换头式多刃铰刀如图2-38所示,属于可换刀头式铰刀(图2-13a)的一种。
换头式多刃铰刀可分为头部和杆部两个部分,刀头起切削的作用,杆部用于机床的装夹。两部分之间的连接各家刀具公司多有不同的结构,一般相互之间如无特殊安排无法实现互换。
图2-39所示为山特维克可乐满Coro Reamer830的短锥—平面双面定位系统的短锥铰刀接口,比较接近在《数控铣刀选用全图解》第5章中介绍过的ScrewFit锁紧系统。玛帕有极其类似的系统,称为高性能铰削系统HPR。这种结构通过锥形和法兰定位的精密接口,可以获得下列收益:
1)精确定心。
2)高刚度。
3)高轴轴度。
4)高重复定位精度。
5)换头精度<3μm。
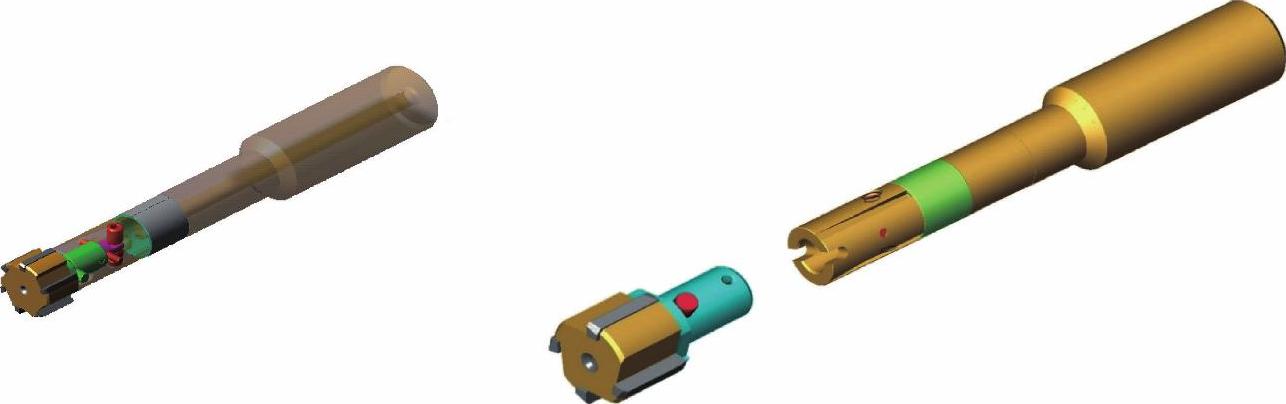
图2-38 换头式多刃铰刀(图片来源:瓦尔特刀具)
这一结构的锁紧依靠旋松螺纹带动铰削切削头向后移动,通过锥面的微量变形达到锥面和端面同时接触的效果(如图2-39中的红线),实现铰削头与刀杆之间的刚性连接。这种采用左旋右切的铰刀主要用于铰削通孔。
这种结构的螺钉,既可以通过轴向锁紧,也可以径向锁紧(图2-40):轴向锁紧通过轴向调节螺钉产生轴向移动(如图2-41所示,内六角扳手一般可从铰刀头部伸入);而径向锁紧则通过径向带锁紧套的凸轮拉动拉钉产生轴向移动(图2-42)。径向锁紧更易于更换铰削头,只需旋转1/4圈便可快速完成锁紧或松开。
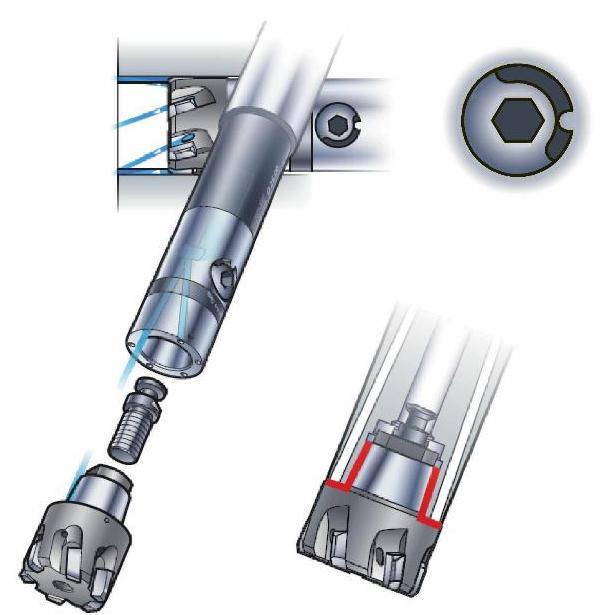
图2-39 短锥铰刀接口(图片来源:山特维克可乐满)
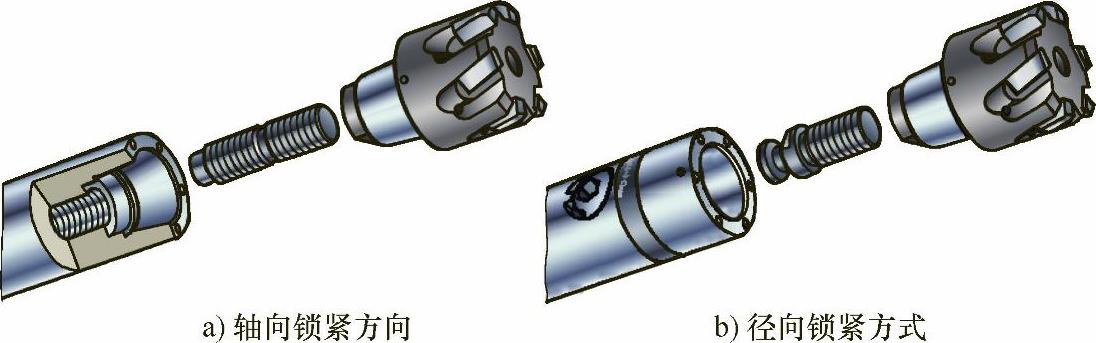
图2-40 两种短锥的铰刀接口(图片来源:山特维克可乐满)
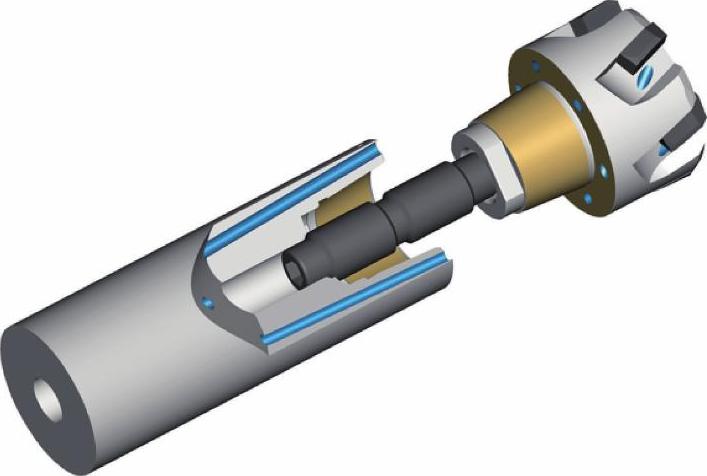
图2-41 铰削头轴向锁紧方式接口分解图(图片来源:玛帕刀具)
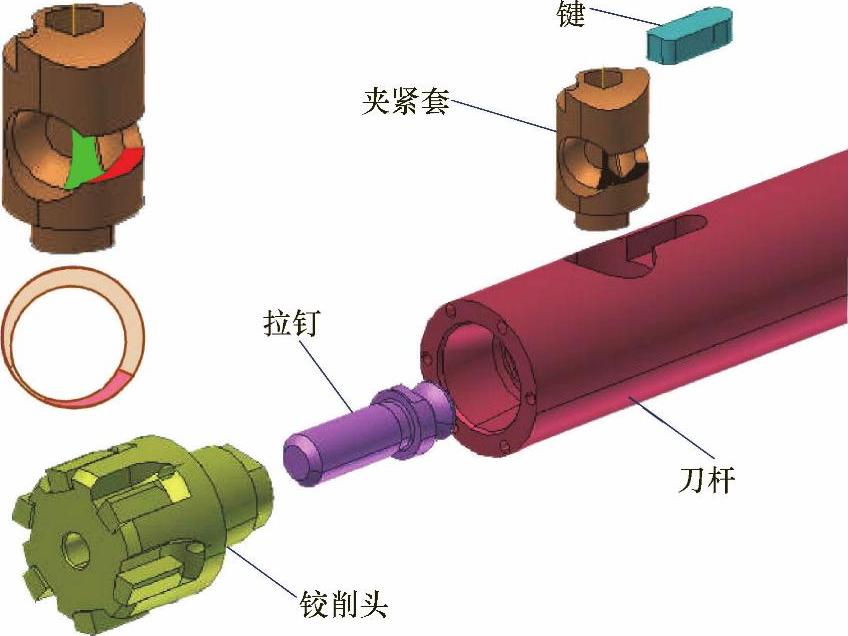
图2-42 铰削头径向锁紧方式接口分解图(图片来源:玛帕刀具)
图2-42中的左上方是夹紧套的放大图。红色部分是一个上下对称的T形槽,而绿色部分下面是这个T形槽的入口,拉钉的头部通过这个入口进入到夹紧套内。刚开始进入锁紧过程时,锁紧套上T形槽较薄的部分接触拉钉头,铰削头与刀杆的两者锥面及端面尚不接触;随着锁紧套的旋转,T形槽处的厚度渐渐增加,就将拉钉拉向刀杆深处,铰削头与刀杆的两者锥面及端面紧密接触,铰削头与刀杆就形成了刚性连接。
图2-42所示为径向锁紧方式接口分解图。图2-43所示为该铰削头径向锁紧方式接口两种状态。这种铰削头在安装时先将带有螺纹端(注意是左旋螺纹)的拉钉拧入铰削头,然后尽可能地逆时针转动夹紧套以便带有拉钉的铰削头装入。装入时对齐铰削头和刀柄上的标记点(图2-44),并将刀头完全插入刀柄,最后顺时针方向拧紧锁紧螺钉(锁紧螺钉带有键,无论松开或者旋紧都只有1/4圈的行程)。
注意,在安装之前请清洁所有接触面,切削头和刀柄两者的圆锥面和端面都应该清洁。
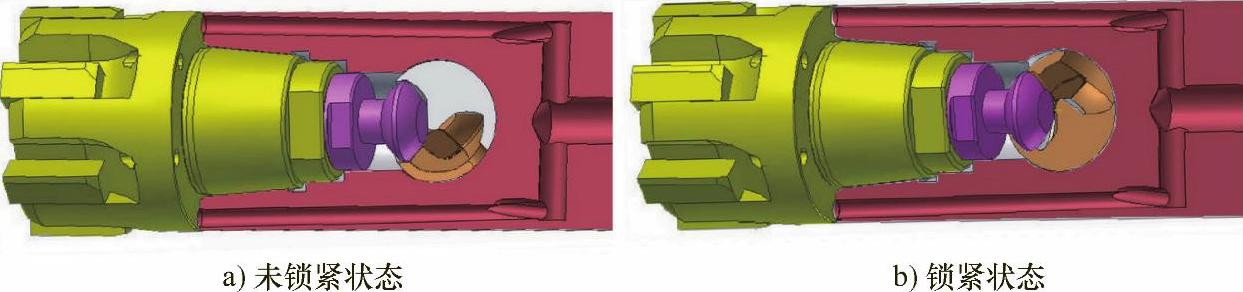
图2-43 铰削头径向锁紧方式接口两种状态(图片来源:玛帕刀具)
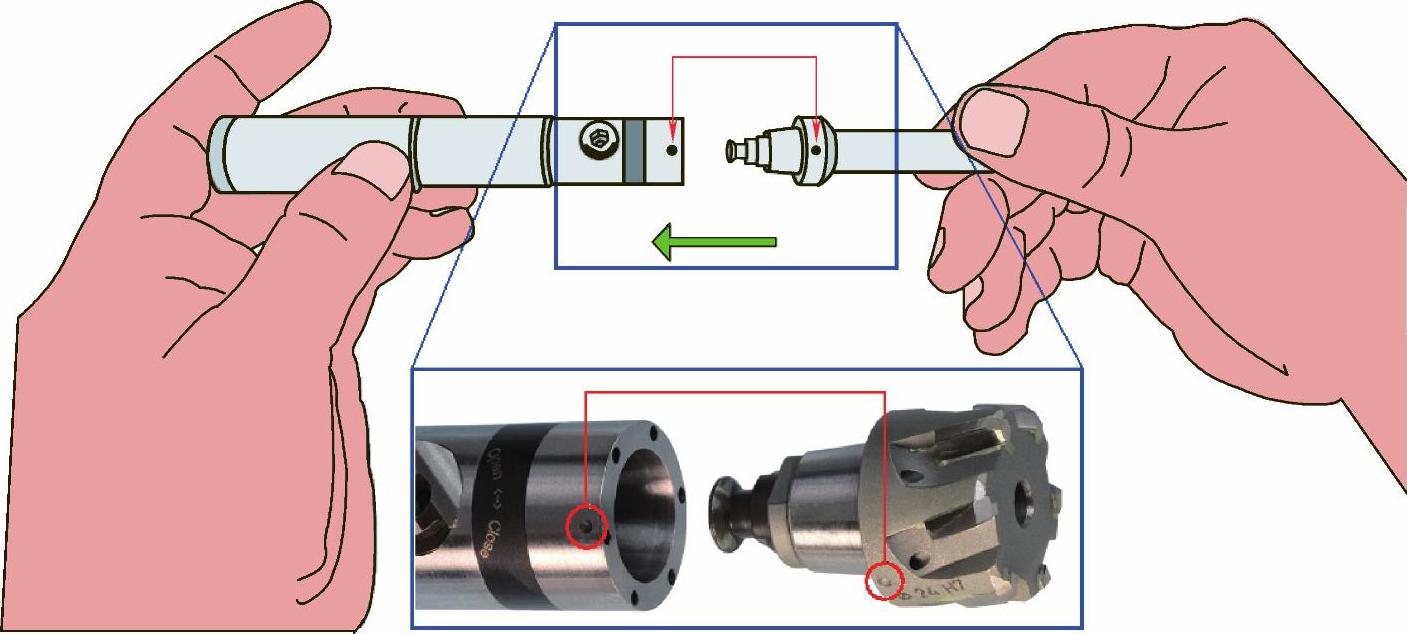
图2-44 安装标记点(图片来源:山特维克可乐满)
另外,玛帕刀具表示,除了标准的铰刀,他们也能在这种换头式铰刀的基础上提供多种非标准的铰刀(图2-45),只不过这些非标准的铰刀的技术细节需要与供应商详细讨论。

图2-45 多种非标准的铰刀(图片来源:玛帕刀具)
图2-46所示为高迈特的一种同样用拉钉锁紧,短锥锥面和法兰端面同时接触实现刚性连接的可换头式铰刀Reamax TS结构示意图。它与玛帕刀具的HPR系统或可乐满CoroReamer830明显的不同点是锁紧结构。图2-47所示为Reamax TS的安装,安装时只需普通的内六角扳手,通过锁紧螺钉拉紧左右两块卡爪,卡爪上的斜面就迫使拉钉运动,从而锁紧铰削头。这里需要注意的是:在装入铰削头时务必对准驱动销钉。端部的调整螺钉是用来调整铰削头直径的,其功能稍后详解。
可换头式铰刀Reamax TS的铰削头和拉钉是两个部件,安装时需要在清洁所有接触面后再将拉钉⑤用呆扳手⑥拧到铰削头①上,用内六角扳手逆时针松开锁紧螺钉③以分开卡爪②,插入铰削头①,然后顺时针拧动锁紧螺钉③,使得卡爪②将铰削头①向后锁紧并夹住(图2-48)。

图2-46 Reamax TS结构示意图(图片来源:高迈特)

图2-47 Reamax TS的安装(图片来源:高迈特)
肯纳金属及其旗下的威迪亚的模块化铰刀有轴向锁紧和径向锁紧两种方式(图2-49),径向锁紧用拉钉,而轴向锁紧方式则使用双头螺柱。肯纳金属的这类产品被称为KST铰刀,威迪亚的则称为TRM铰刀。
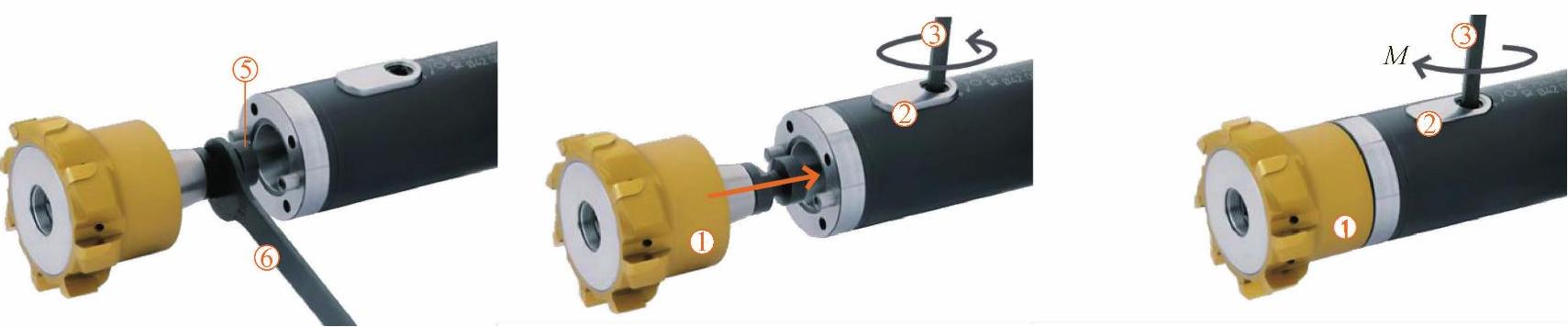
图2-48 Reamax TS安装步骤(图片来源:高迈特)

图2-49 KST两种锁紧模式(图片来源:肯纳金属)
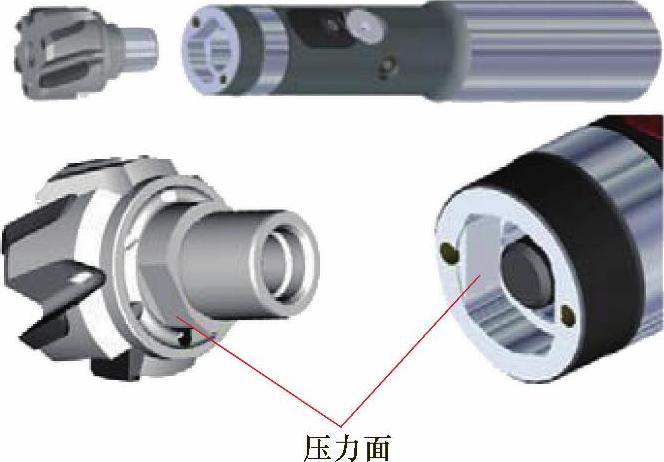
图2-50 带压力面的短锥接口(图片来源:肯纳金属)
KST径向锁紧方式在外观上与高迈特的Reamax TS看上去颇为相似,轴向锁紧也与玛帕刀具的HPR颇为相似,其实这些接口并不相同。KST所采用的是带压力面的短锥接口(图2-50),即在铰削头的圆锥部分的两侧有两个平面,刀杆的圆锥面上也同样有两个相应的平面。这两个平面在圆周方向定位及传递转矩方面都有作用。肯纳金属认为,虽然一般认为铰削属于精加工,余量不大,转矩也并不高,但对于高转速、大进给的高效铰削,用这样的结构来应对还是很有益处的。(https://www.xing528.com)
同时,KST径向锁紧的拉钉施力部位采用了内球面夹紧系统(图2-51),这样在球面部位锁紧时能产生附加的轴向力,能在更短的行程中将铰削头有效锁紧,短锥-法兰面的两面接触刚性锁紧也更有效。出于类似的考虑,KST轴向锁紧的双头螺柱(图2-52)采用了不同的螺距:与铰削头旋合的是细牙螺纹,而与刀杆旋合的是粗牙螺纹。
高迈特的另一个型号Reamax同样是短锥和法兰面的高刚性系统,但采用的是从前部中心装入锁紧螺栓,又从后部装入螺纹拉杆与锁紧螺栓旋合,通过两者的旋合将铰削头与刀杆紧紧联接在一起,组成完整的铰削刀具,如图2-53所示的Reamax结构分解及安装示意图。
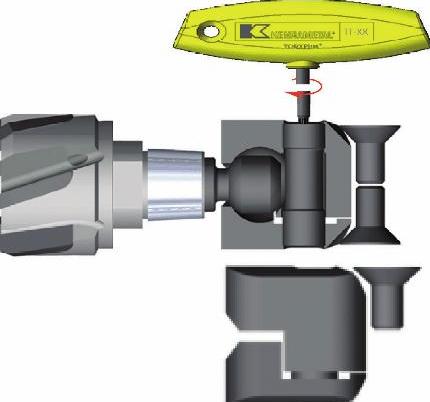
图2-51 内球面锁紧系统(图片来源:肯纳金属)
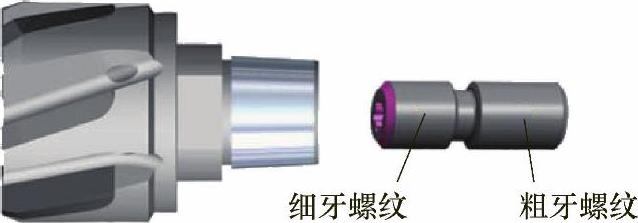
图2-52 轴向锁紧的双头螺柱(图片来源:肯纳金属)
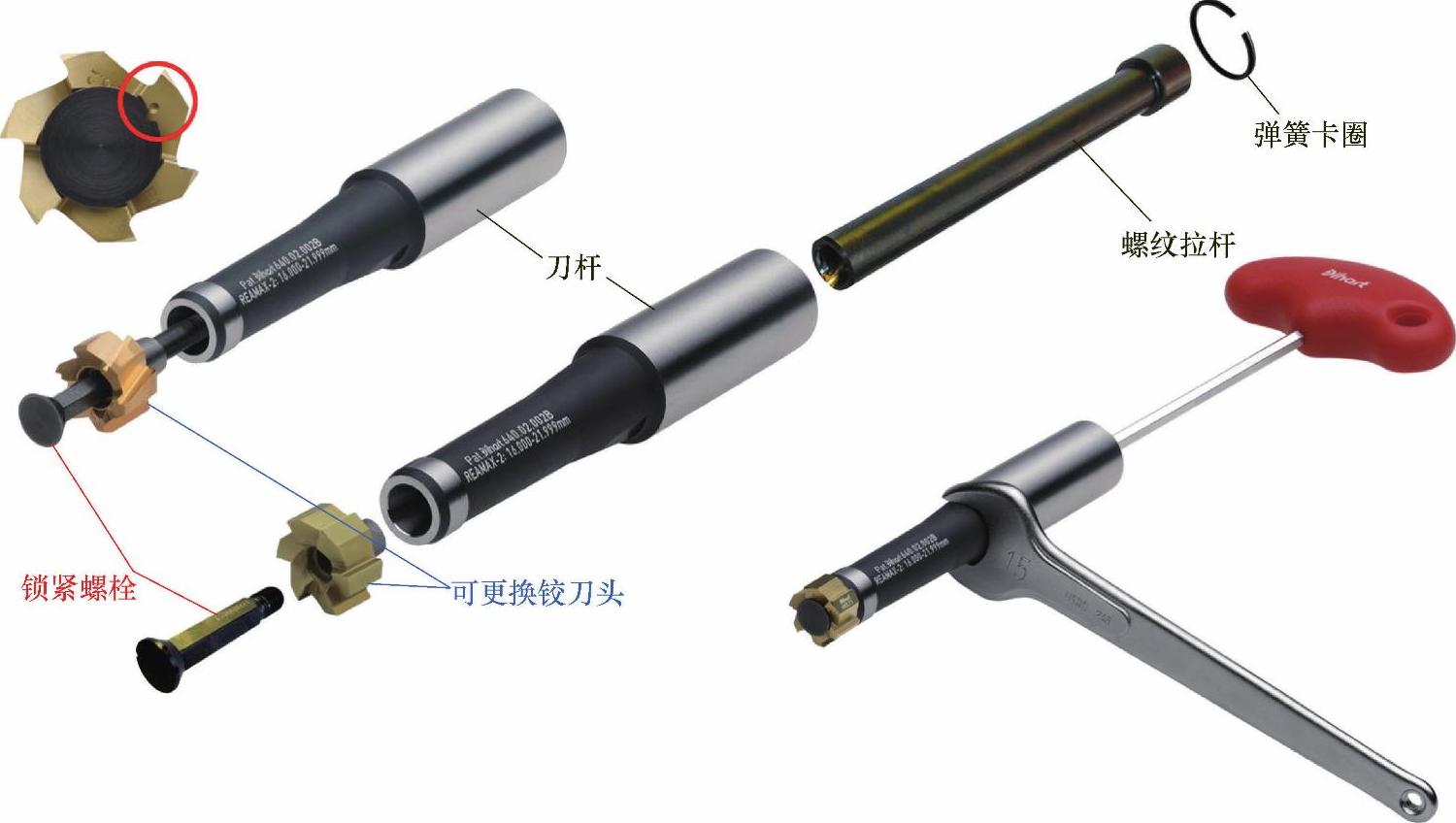
图2-53 Reamax结构分解及安装示意图(图片来源:高迈特)
在装入刀头(图2-53左上部)时,需要先在锁紧螺栓的螺纹表面上涂上润滑脂以防使用时螺纹拉杆与锁紧螺栓两者的螺纹咬死,并且对锥面进行彻底清洁(包括去除表面油脂),然后对于铰刀头和刀杆带有标记的,对准标记再装入。
高迈特推荐,Reamax铰刀特别适用于微量润滑加工。
高迈特之前还提供过一种Rapid换头铰刀(图2-54)。这种铰刀用一组螺套、双头螺柱、螺套限制螺钉联接快换刀头和刀杆,没有端面接触的设计,因此不属于高刚性的联接系统。
高迈特提示这种铰刀在组装前,刀头和刀柄的锥面必须清洁,去除原有的油脂和其他杂物,然后在刀头的锥面上涂以稀薄的铜油脂。安装时将双头螺柱旋入刀头,然后沿加工时的反方向转动铰刀头,直到驱动键靠上刀杆的支承面(如图2-54中红圈放大图中的红线),这时再按规定力矩去锁紧刀头。
山高刀具有一款模块式的Precimaster换头铰刀,其锁紧方式如图2-55所示。Precimaster铰刀的刀头接口是个空心圆柱(图中浅蓝色),里面隐藏着一个销钉(图中深绿色)。在刀柄(图中黄色)内部则有一个以锁紧螺钉(图中红色)驱动的挂钩(图中紫色)。

图2-54 Rapid换头铰刀(图片来源:高迈特)
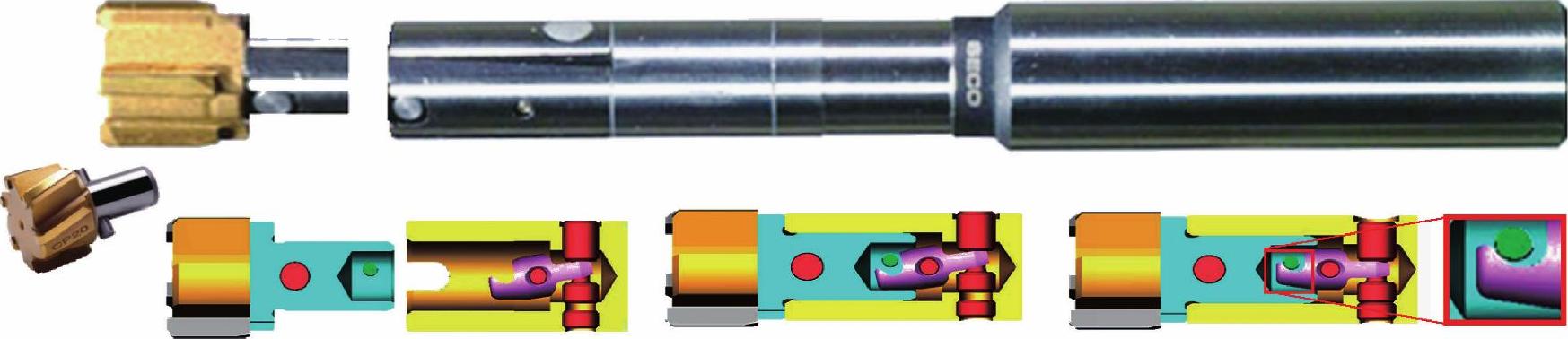
图2-55 Precimaster换头铰刀锁紧方式(图片来源:山高刀具)
当铰刀头的空心圆柱插入刀柄孔后,如果锁紧螺钉不动作,挂钩与销钉尚处于未锁紧状态,当锁紧螺钉做锁紧动作,挂钩尾部在螺钉的作用下移动,带动挂钩做逆时针转动,从而使前部的挂钩挂上销钉,锁紧铰削头。
后来,山高刀具的Precimaster Plus模块式换头铰刀的结构与之前的Precimaster有很大不同。
图2-56所示为Precimaster Plus换头铰刀驱动方式。
如图2-56所示,该铰刀的头部圆柱的外缘有几个半圆槽(红色箭头所指),当该刀头安装在刀柄中时,刀柄的内孔上布置着相应的销钉,这些销钉正好嵌入刀头尾部圆柱柄的半圆槽内,这就构成了该铰刀的驱动,用以传递切削力矩,这点与Nanofix作用不同。
图2-57所示为Precimaster Plus头部对准标记示意图。刀头装入刀体时有位置要求,刀头只有一个特定位置可以装入刀体:刀杆的参考点和刀头的定位槽需要对齐,这样才可正确装入。这是为了保证刀头的重复定位精度。
定位基准对齐后,将刀头推入刀杆,直到听到轻微的“咔嗒”响声,这表示刀头被锁紧套夹住,如图2-58a所示的预夹紧状态。
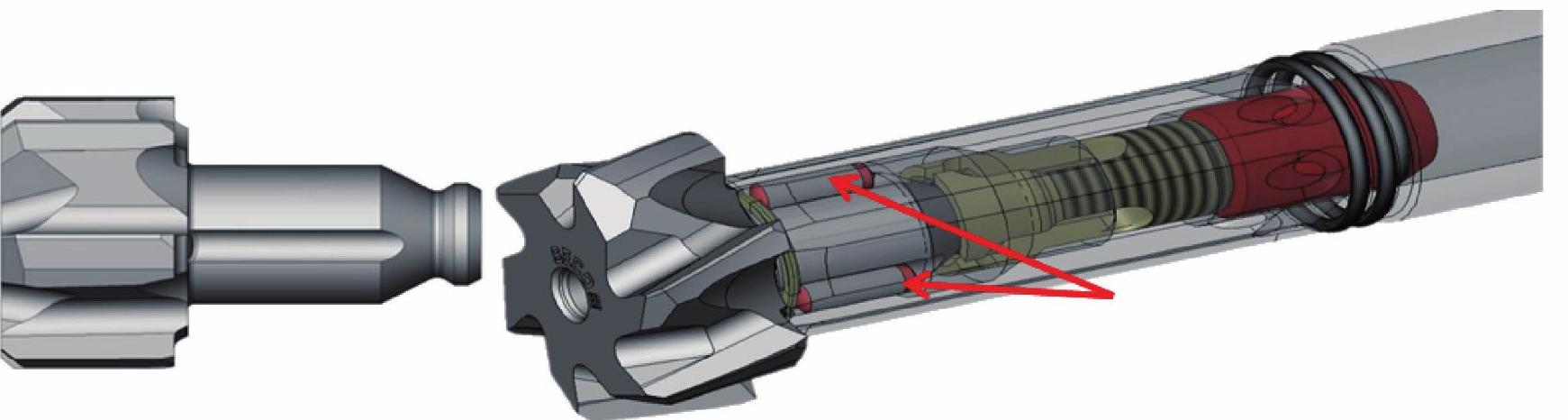
图2-56 Precimaster Plus换头铰刀驱动方式(图片来源:山高刀具)
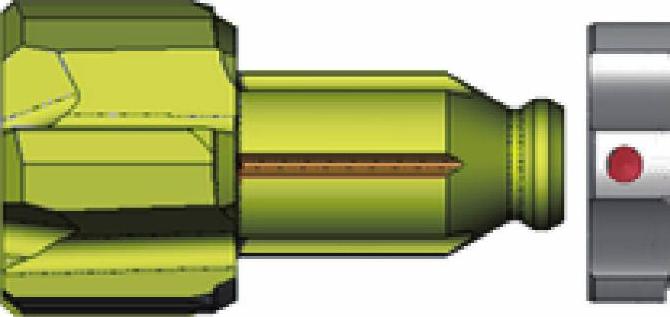
图2-57 Precimaster Plus头部对准标记示意图(图片来源:山高刀具)
此时蓝色圈中的第一级锥面已完成预锁紧动作,黄色的夹紧套已在轻微的响声中拉住铰削头尾部,能在下一步的锁紧过程中确保铰刀头向刀柄尾部移动,而红色圈中的第二级锥面尚未起作用。
如图2-59所示,进一步的锁紧由内六角扳手从铰刀头伸入至夹紧套中间的内六方孔完成。图2-58a中红圈内的第二级锥面起作用:淡黄色的夹紧套在淡赭色的刀杆内后移,在锥面的作用下夹紧套被进一步收紧,以锁紧刀头。
另外,图2-58中紫色部分是铰削通孔用的冷却接头。这时从尾部进入的切削液受接头中心不通孔的限制,无法通过前方的夹紧套内孔和铰削头内孔输送到切削区域,而是通过淡赭色的刀杆下方的倾斜孔流出,又在刀杆外部冷却导套(图2-58中的淡紫色)与刀杆的缝隙中被引自铰削头的后部,从而通过铰刀的沟槽进入切削区域,将切屑从刀具后方冲刷引导至前方未加工部分,从而将切屑排出。
当该铰刀用于不通孔加工时,冷却接头需要更换,此时的切削液通路如图2-60所示。
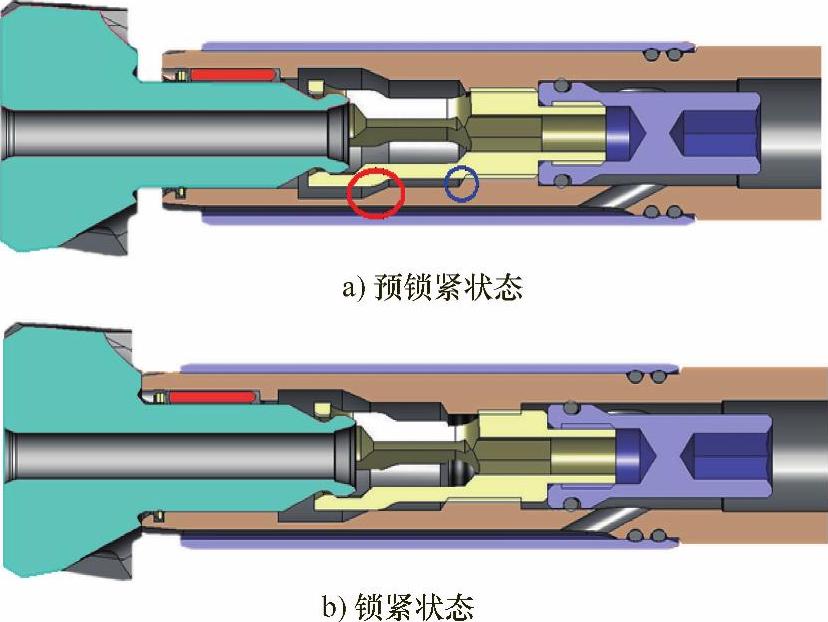
图2-58 Precimaster Plus换头铰刀锁紧方式(图片来源:山高刀具)
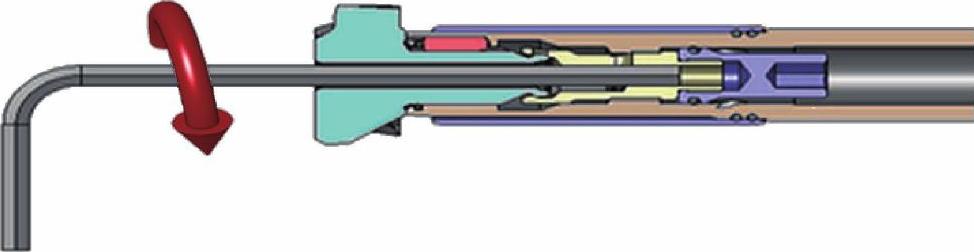
图2-59 Precimaster Plus安装示意图(图片来源:山高刀具)
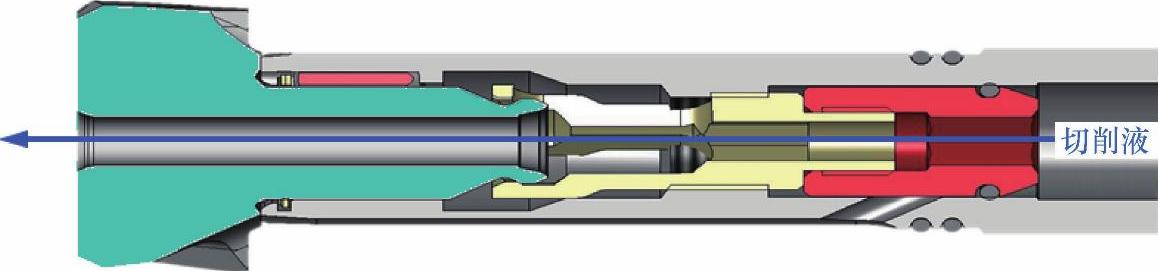
图2-60 Precimaster Plus不通孔铰削切削液通路(图片来源:山高刀具)
当前面图示的紫色冷却接头换上图2-60中红色冷却接头时,切削液由接头中心的通孔经夹紧套和铰刀头内孔输送到切削区域,由于是不通孔铰削,切削液经孔底折返,带动切屑由刀具的前方向后排出。另外,刀杆上斜向的切削液输送孔已被通孔用冷却接头的外圆及密封圈阻断,切削液无法从该孔中流出。
之前提到Nanofix的作用,它的铰刀刀杆和刀柄之间也采用了一种切向圆弧槽的连接方式,但与Precimaster Plus不同,Nanofix的切向圆弧槽是为了快速锁紧。
图2-61所示为Nanofix锁紧系统示意图。图2-61a所示为Nanofix刀杆与刀柄外形,刀杆的外圆上有几个弧底船形状的凹槽,从刀柄的内孔可以看得见相应数量的钢球。凹槽的轴向圆弧可以让铰刀刀柄更容易快速插入刀柄的圆孔。
图2-61b所示为松开状态,即刀杆插入但尚未锁紧,此时钢球是在刀柄较大、较深的绿色圆弧位置。当拧动快换刀柄外圆时(沿图2-61b中箭头顺时针方向),钢球移动到图2-61c所示的锁紧位置,由刀柄上的红色圆弧压住钢球,钢球卡在刀柄的凹槽之内。

图2-61 Nanofix锁紧系统示意图(图片来源:山高刀具)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。