



【摘要】:铰削与镗削尤其是精镗有时较易混淆。并且,这类被认作“铰刀”的镗刀所需要的“对中”刀柄,也在铰刀一章中加以介绍。因此,有种被称为浮动镗刀的刀具,其设计基础是刀具随着预制孔轴线推进,应称为“浮动铰刀”:这种刀具放在刀杆的方孔中,两个切削刃上的切削力会使浮动刀具本身滑到平衡位置,这个方式其实更符合铰刀的定义。
铰削与镗削尤其是精镗有时较易混淆。它们加工的余量、切削的特征在相当程度上是一致的,两者都要改变孔的尺寸精度、孔的形状精度和孔的表面质量。从功能上,两者是有差异的。
铰削只改变孔的尺寸精度、形状精度和表面质量,它所加工的孔的轴线应该与原来的预制孔基本一致。但镗削除此之外还要改变孔的位置精度,如预制孔的位移、倾斜等,它所加工的孔应该与刀具自身的旋转轴基本一致。
因此,作为铰削用的铰刀一般需要有引导刀具沿着预制孔轴线进给的结构,如铰刀本身柔性较大、细长,或在铰刀的中段加上较细的刀颈(图1-20),刀具的角度(尤其是主偏角)较小等;而镗刀则需要尽可能加强刚性(图1-21),使刀具不易发生偏转。因此,镗刀不会专门做出细颈,也会使用专门的“对中”刀柄,确保刀具的轴线与机床的轴线既不偏移,也不形成偏转。
由于这些镗刀的切削刃结构与铰刀极其类似,故将其纳入铰刀章节一并介绍。并且,这类被认作“铰刀”的镗刀所需要的“对中”刀柄,也在铰刀一章中加以介绍。但提示各位读者:真正的铰刀不需要“对中”刀柄,铰刀的轴线应该由预制孔的轴线确定,即希望铰刀沿着预制孔的轴线进给。
因此,有种被称为浮动镗刀(图1-22)的刀具,其设计基础是刀具随着预制孔轴线推进,应称为“浮动铰刀”:这种刀具放在刀杆的方孔中,两个切削刃上的切削力会使浮动刀具本身滑到平衡位置,这个方式其实更符合铰刀的定义。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-20 带细颈的铰刀(图片源自肯纳金属和山高刀具)

图1-21 镗刀需要尽可能加强刚性(图片源自肯纳金属)
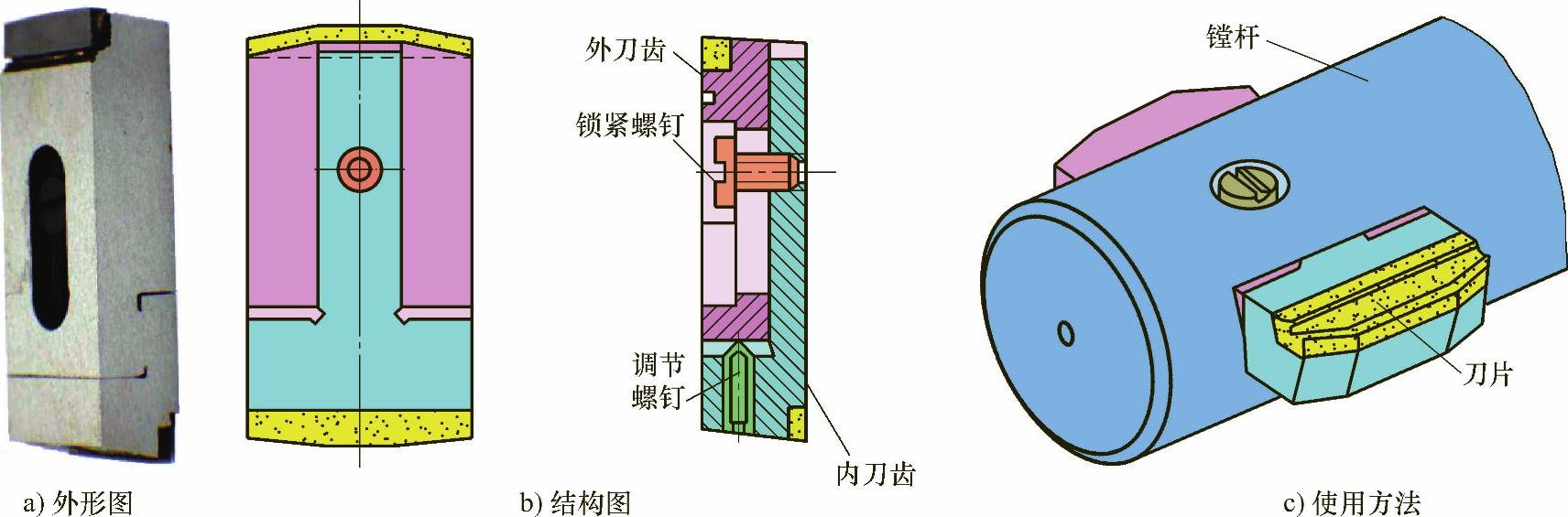
图1-22 “浮动镗刀”应改叫“浮动铰刀”
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。