



例86:零件如图3-49所示,试编制该零件数控铣削加工程序。
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置,如图3-49中O点所示。
【刀具】T1:φ15mm立铣刀;T2:A2中心钻;T3:φ9.8mm麻花钻;T4:φ10mm铰刀;T5:φ10mm键槽铣刀;刀具半径补偿号跟刀具号一一对应。
【工艺分析】
1)采用φ15mm立铣刀粗、精铣外轮廓。
2)用A2中心钻钻2×φ10mm孔的中心孔。
3)用φ9.8mm麻花钻钻2×φ10mm孔。
4)用φ10mm铰刀铰2×φ10mm孔。
5)用φ10mm键槽铣刀粗、精铣矩形槽内轮廓。
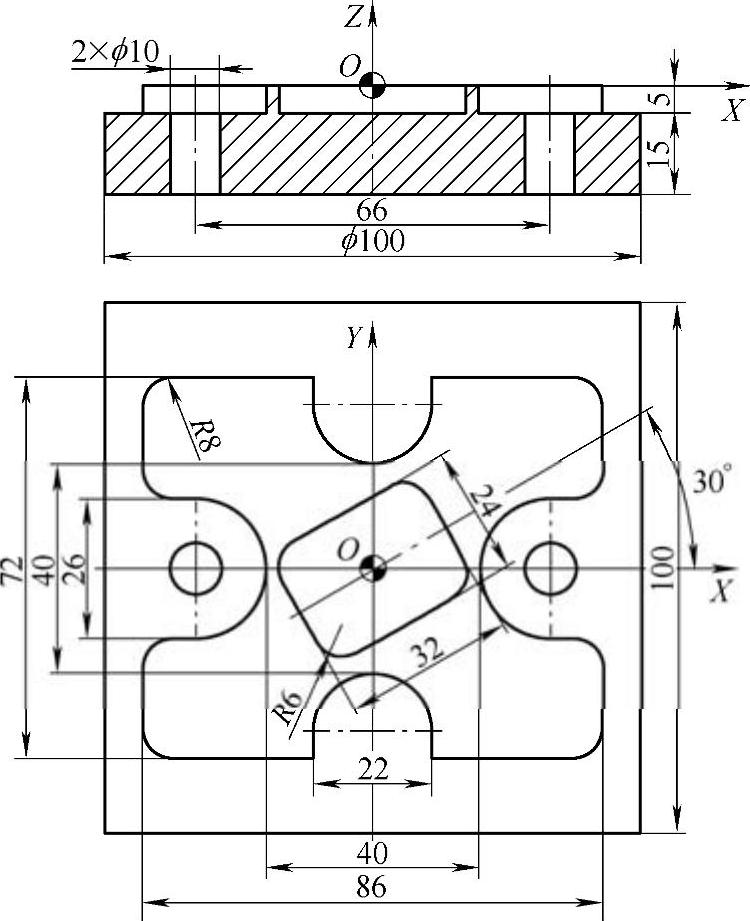
图3-49 综合编程实例
【参考程序】
1.外形轮廓加工程序,粗、精加工通过改变刀补值来实现
XL31211.MPF;(主程序)
N10 T1 D1;(换1号刀)
N20 G90 G94 G71 G17 G40 G54;(绝对坐标编程,G代码初始化)
N30 G00 X-60 Y-55 Z100 S800 M03;(主轴正转)
N40 Z10 M08;(切削液打开)
N50 G01 Z-5 F200 M08;(下刀到起刀点)
N60 G41 G01 X-43 Y-45 F150;(建立刀补,延长线上进刀)
N70 G01 Y-13 RND=8;(倒圆角)
N80 X-33;
N90 G03 Y13 CR=13;
N100 G01X-43 RND=8;(倒圆角)
N110 Y36 RND=8;(倒圆角)
N120 X-11;
N130 Y31;
N140 G03 X11 CR=11;
N150 G01Y36;
N160 X43 RND=8;(倒圆角)
N170 Y13 RND=8;(倒圆角)
N180 X33;
N190 G03 Y-13 CR=13;
N200 G01 X43 RND=8;(倒圆角)
N210 Y-36 RND=8;(倒圆角)
N220 X11;
N230 Y-31;
N240 G03 X-11 CR=11;
N250 G01 Y-36;
N260 X-43 RND=8;(倒圆角)
N270 Y0;(延长线退刀)
N280 G40 X-60;(取消刀具半径补偿)
N290 G90 G00 Z100 M09;(切削液关闭)
N300 M02;(程序结束)
2.孔加工程序
XL31212.MPF;(主程序)
N10 T2 D2;(换中心钻)(https://www.xing528.com)
N20 G90 G94 G71 G17 G40 G54;(绝对坐标编程,G代码初始化)
N30 G00 X33 Y0 Z100 S500 M03;(主轴正转)
N40 Z15 M08;(切削液打开)
N50 MCALL CYCLE81(15,0,0,-10,);(模态调用钻孔循环钻中心孔)
N60 X33 Y0;(钻中心孔)
N70 X-33 Y0;(钻中心孔)
N80 MCALL;(取消模态调用)
N90 G90 G00 Z100 M09;(切削液关闭)
N100 T3 D3;(换麻花钻)
N110 G00 X33 Y0 Z100 S500 M03;(主轴正转)
N120 Z15 M08;(切削液打开)
N130 MCALL CYCLE81(15,0,0,-25,);(模态调用钻孔循环扩孔)
N140 X33 Y0;(扩孔)
N150 X-33 Y0;(扩孔)
N160 MCALL;(取消模态调用)
N170 G90 G00 Z100 M09;(切削液关闭)
N180 T4 D4;(换铰刀)
N190 G00 X33 Y0 Z100 S500 M03;(主轴正转)
N200 Z15 M08;(切削液打开)
N210 MCALL CYCLE85(15,0,2,-25,,,100,200);(模态调用铰孔循环)
N220 X33 Y0;(铰孔)
N230 X-33 Y0;(铰孔)
N240 MCALL;(取消模态调用)
N250 G90 G00 Z100 M09;(切削液关闭)
N260 M02;(程序结束)
3.矩形槽轮廓加工程序
N10 T5 D5;(键槽铣刀)
N20 G90 G94 G71 G17 G40 G54;(绝对坐标编程,G代码初始化)
N30 G00 X5 Y0 Z100 S800 M03;(主轴正转)
N40 Z10 M08;(切削液打开)
N50 R1=-2.5;
N60 ROT RPL=30;(坐标旋转30°)
N70 LABEL1:G01 Z=R1 F100;(LABEL1为标记符,跳转目标程序段)
N80 X-5;
N90 G41 X-10 Y-12;(建立刀具半径补偿)
N100 X16 RND=6;(倒圆角R6mm)
N110 Y12 RND=6;(倒圆角R6mm)
N120 X-16 RND=6;(倒圆角R6mm)
N130 Y-12 RND=6;(倒圆角R6mm)
N140 X5;
N150 G40 X5 Y0;(取消刀具半径补偿)
N160 R1=R1-2.5;
N170 IF R1>=-5 GOTOB LABEL1;(条件判断)
N180 ROT;(取消坐标旋转)
N190 G90 G00 Z100;
N200 M02;(程序结束)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。