



例29:零件如图2-28所示,毛坯尺寸为100mm×100mm×30mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
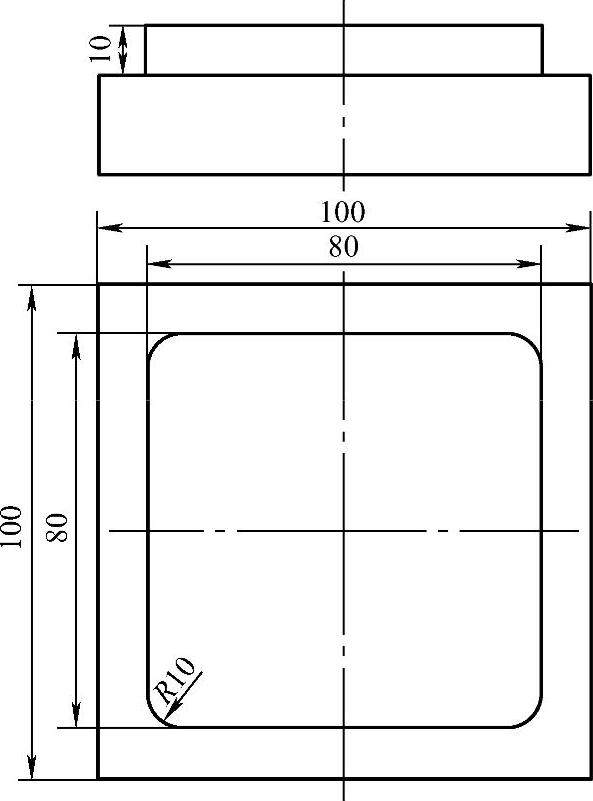
图2-28 宏程序编程实例1
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ20mm立铣刀,刀具半径补偿号为D01。
【参考程序】
O2101;
G54 G90 G01;(G代码加工准备)
T01 M06;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03 S800;(主轴开转)
#1=40;(方形轮廓值)
#2=10;(圆角半径)
X80;
Z10;
G01 Z-10 F200;
G41 X#1 D01;(建立刀具半径左补偿)
Y-#1 R#2;(倒圆角)
X-#1 R#2;(倒圆角)
Y#1 R#2;(倒圆角)
X#1 R#2;(倒圆角)
Y0;
G40 X80;(取消刀具半径补偿)
G00 Z200;
M05;
M30;
例30:宏程序铣平面。零件如图2-29所示,毛坯尺寸为100mm×100mm×30mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
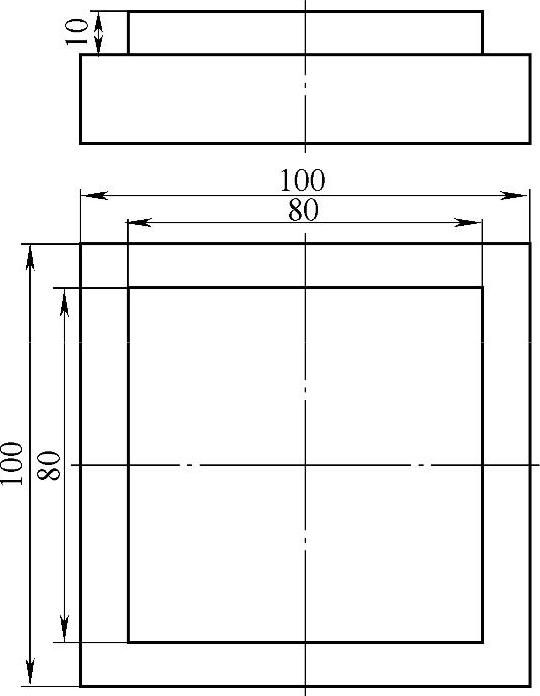
图2-29 宏程序编程实例2
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ20mm立铣刀,刀具半径补偿号为D01。
【参考程序】
O2102;(平面加工)
G54 G90 G17;(G代码加工准备)
T1 M6;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03 S800;(主轴开转)
Z10;
#1=45;(X向铣削长度)
#2=40;(Y向铣削长度)
X#1 Y#1;
G01 Z-0.2 F200;
WHILE【#2LE-40】DO1;(WHILE语句运用)
X-#1;
Y#2;
X#1;
Y[#2-10];
#2=#2-10;(Y向递减)
END1;
G00 Z200;
M05;
M30;
O2103;(加工轮廓)
G54 G90 G17;(G代码加工准备)
M6 T1;(调用一号刀具)
G43 H1 Z200;(调用一号刀补)
M03 S800;(主轴开转)
#1=40;(加工范围赋值)
X80;
Z10;
G01 Z-10 F200;
G41 X#1 D01;
Y-#1;
X-#1;
Y#1;
X#1;
Y0;
G40 X80;
G00 Z200;
M05;
M30;
例31:宏程序孔系加工。零件如图2-30所示,毛坯尺寸为100mm×100mm×15mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
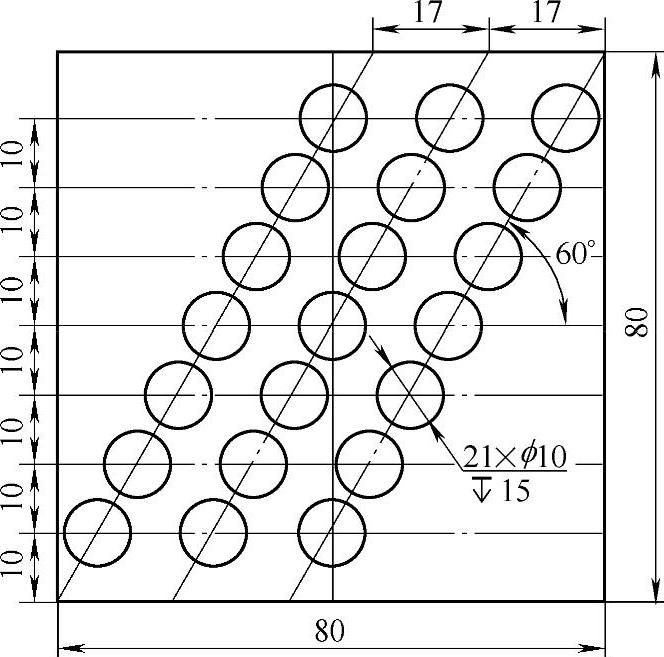
图2-30 宏程序编程实例3
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ4mm中心钻;T02:φ9.8mm麻花钻;T03:φ10mm铰刀。
【参考程序】
O1;(打中心孔)
G54 G90 G17;(G代码加工准备)
T1 M6;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03 S1200;(主轴开转)
Z10;
#1=-40;(X向初始坐标)
#2=-40;(Y向初始坐标)
#3=60;(角度值)
#4=10;(增量值)
WHILE【#2LE-6】DO1;(WHILE语句运用)
WHILE【#4LE70】DO2;
#5=#1+#4*TAN#3;(Y向数值计算)
#6=#2+#4/COS#3;(X向数值计算)
G99 G81 X#6 Y#5 R5 Z-3 F100;
#4=#4+10;(增量定位)
END2;
G00 G80 Z200;
#2=#2+17;(每次递增定位)
END1;
M05;
M30;
O2;(钻孔)
G54 G90 G17;(G代码加工准备)
T2 M6;(调用2号刀具)
G43 H2 Z200;(调用2号刀补)
M03 S600;(主轴开转)
Z10;
#1=-40;
#2=-40;
#3=60;
#4=10;
WHILE【#2LE-6】DO1;
WHILE【#4LE70】DO2;
#5=#1+#4*TAN#3;
#6=#2+#4/COS#3;
G99 G83 X#6 Y#5 R5 Z-18 Q2 F100;
#4=#4+10;
END2;
G00 G80 Z200;
#2=#2+17;
END1;
M05;
M30;
O3;(铰孔)
G54 G90 G17;(G代码加工准备)
M6T3;(调用3号刀具)
G43 H3 Z200;(调用3号刀补)
M03 S600;(主轴开转)
Z10;
#1=-40;
#2=-40;
#3=60;
#4=10;
WHILE【#2LE-6】DO1;
WHILE【#4LE70】DO2;
#5=#1+#4*TAN#3;
#6=#2+#4/COS#3;
G99 G81 X#6 Y#5 R5 Z-18 F100;
#4=#4+10;
END2;
G00 G80 Z200;
#2=#2+17;
END1;
M05;
M30;
例32:宏程序加工特殊曲线。零件如图2-31所示,毛坯尺寸为80mm×80mm×30mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
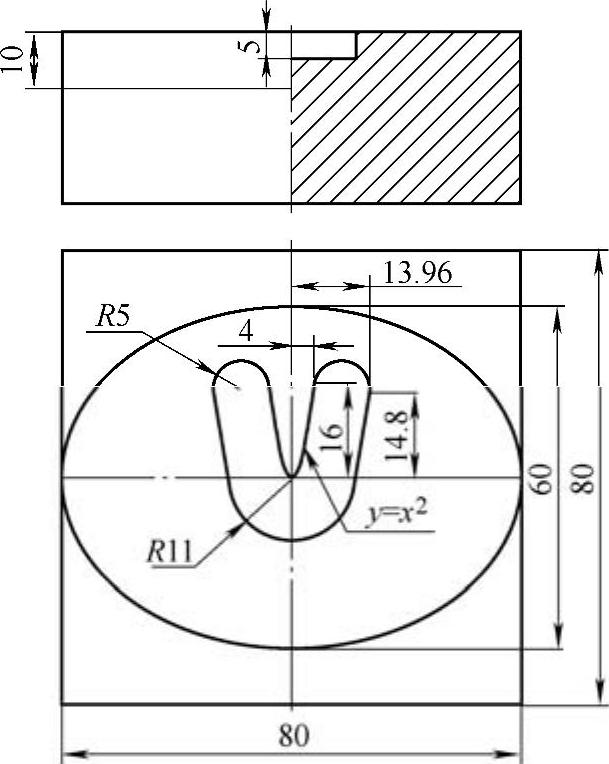
图2-31 宏程序编程实例4
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ20mm立铣刀;T02:φ6mm立铣刀。
【参考程序】
O1;(加工外轮廓)
G54 G90 G17;(G代码加工准备)
T1 M6;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03 S800;(主轴开转)
G00 X0 Y0 Z100;
Z10;
#1=0;椭圆初始角
#2=40;长半轴
#3=30;短半轴
WHILE【#1LE360】DO1;(WHILE语句运用)
#4=#2*COS#1;(X向数值计算)
#5=#3*SIN#1;(Y向数值计算)
G01 X80 Y0 F200;
Z-10;
G42 X#4 Y#5 D01;
#7=#7+1;
END1;
G00 Z200;
M05;
M30;
O2;(加工内轮廓)
G54 G90 G17;(G代码加工准备)
T2 M6;(调用2号刀具)
G43 H2 Z200;(调用2号刀补)
M03 S 1200;(主轴开转)
G00 X0 Y0 Z100;
Z10;
Y-5;
G01 Z-5 F100;
G42 Y-11 D02;
G02 X-11.18 Y-1.85 R11;
G01 X-13.96 Y14.8;
G02 X-4 Y16 R5;
#1=-4;(X向初始值)
WHILE【#1LE4】DO1;(WHILE语句运用)
#2=#1*#1;(Y向数值计算)
X#1Y#2;
#1=#1+0.1;
END1;
G02 X4 Y14.8 R5;
G01 X11.18 Y-1.85;
G02 X0 Y-11 R11;
G01 G40 Y-5;
G00 Z200;
M05;
M30;
例33:宏程序倒斜角。零件如图2-32所示,毛坯尺寸为100mm×100mm×50mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
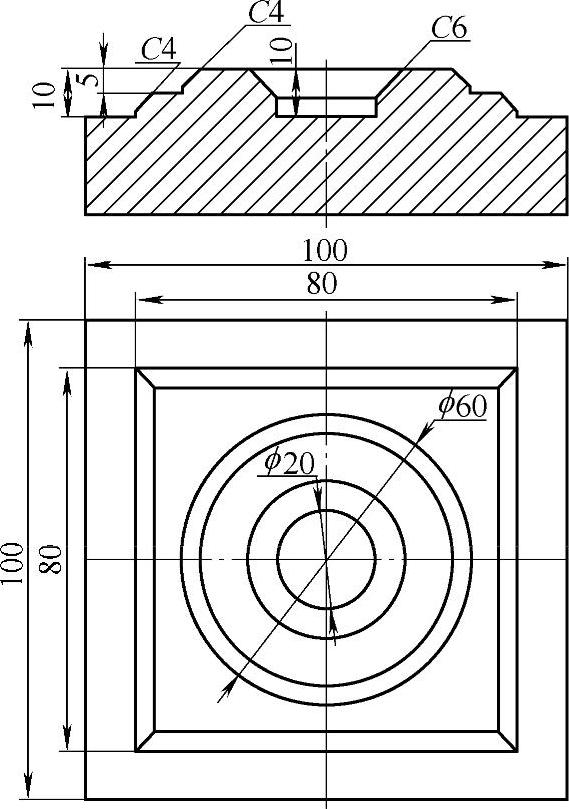
图2-32 宏程序编程实例5
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ16mm立铣刀;T02:φ12mm立铣刀。
【参考程序】
O1;(轮廓加工)
G54 G90 G17;(G代码加工准备)
T1 M6;(调用1号刀具)
G43 H1 Z200;(调用2号刀具)
M03 S800;(主轴开转)
G00 X0 Y0 Z100;
Z10;
X80;
G01 Z-10 F200;
G41 X40 D01;
Y-40;
X-40;
Y40;
X40;
Y0;
G40 X80;
Z-5;
G41 X30 D01;
G02 I-30;
G01 G40 X80;
G00 Z10;
X0 Y0;
G01 Z-10 F200;
G42 X10 D01;
G02 I-10;
G01 G40 X0;
G00 Z200;
M05;
M30;
O2;(倒角加工)
G54 G90 G17;(G代码加工准备)
M6 T2;(调用2号刀具)
G43 H2 Z200;(调用2号刀补)
M03 S1000;(主轴开转)
G00 X0 Y0 Z100;
Z10;
X80;
#1=4;(Z向深度值)
WHILE【#1GE0】DO1;(WHILE语句运用)
#2=40-#1;(X/Y向数值计算)
#3=#1-4-5;(Z向数值计算)
#4=30-#1;(X向数值计算)
#5=#1-4;(Z向数值计算)
G01 Z#3 F1000;
G41 X#2 D02;
Y-#2;
X-#2;
Y#2;
X#2;
Y0;
G00 G40 X80;
Z#5;
G41 G01 X#4 D01;
G02 I-#4;(https://www.xing528.com)
G00 G40 X80;
#1=#1+0.1;
END1;
G00 Z10;
X0 Y0;
#6=6;(Z向深度值)
WHILE【#6GE0】DO2;
#7=10+#6;(X向数值计算)
#8=#6-6;(Z向数值计算)
G01Z#8F1000;
G42X#7D02;
G02I-#7;
G00G40X0;
#6=#6+0.1;
END2;
G00Z200;
M05;
M30;
例34:宏程序倒圆角。零件如图2-33所示,毛坯尺寸为100mm×100mm×50mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
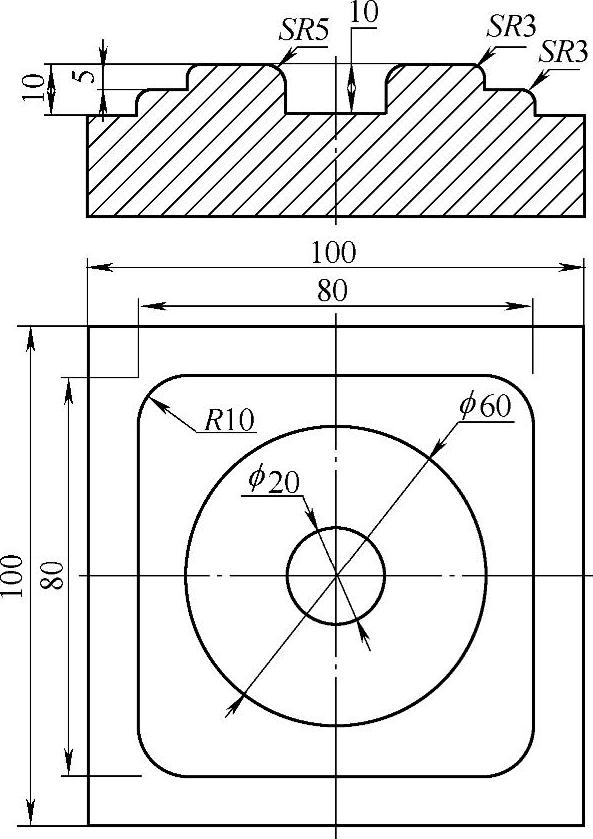
图2-33 宏程序编程实例6
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ16mm立铣刀;T02:φ12mm立铣刀。
【参考程序】
O1;(轮廓加工)
G54 G90 G17;(G代码加工准备)
T1 M6;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03 S800;(主轴开转)
G00 X0 Y0 Z100;
Z10;
X80;
G01 Z-10 F200;
G41 X40 D01;
Y-40 R10;
X-40 R10;
Y40 R10;
X40 R10;
Y0;
G40 X80;
Z-5;
G41 X30 D01;
G02 I-30;
G01 G40 X80;
G00 Z10;
X0 Y0;
G01 Z-10 F200;
G42 X10 D01;
G02 I-10;
G01 G40 X0;
G00 Z200;
M05;
M30;
O2;(倒角加工)
G54 G90 G17;(G代码加工准备)
T2 M6;(调用2号刀具)
G43 H2 Z200;(调用2号刀补)
M03 S1000;(主轴开转)
G00 X0 Y0 Z100;
Z10;
X80;
#1=0;(圆弧起始角度)
WHILE【#1LE90】DO1;(WHILE语句运用)
#2=3*SIN#1-3-5;(Z向数值计算)
#3=40+3*COS#1-3;(X向数值计算)
#4=3*SIN#1-3;(Z向数值计算)
#5=30+3*COS#1-3;(X向数值计算)
#11=10+3*COS#1-3;(倒角数值计算)
G01 Z#2 F1000;
G41 X#3 D02;
Y-#3 R#11;
X-#3 R#11;
Y#3 R#11;
X#3 R#11;
Y0;
G00 G40 X80;
Z#4;
G41 G01 X#5 D01;
G02 I-#5;
G00 G40 X80;
#1=#1+1;
END1;
G00 Z10;
X0 Y0;
#6=0;
WHILE【#6GE0】DO2;(WHILE语句运用)
#7=5*SIN#6-5;
#8=10-5*COS#6+5;
G01 Z#7 F1000;
G42 X#8 D02;
G02 I-#8;
G00 G40 X0;
#6=#6+1;
END2;
G00 Z200;
M05;
M30;
例35:宏程序倒圆角。零件如图2-34所示,毛坯尺寸为100mm×100mm×50mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ16mm立铣刀;T02:φ12mm立铣刀;T03:φ12mmR6立铣刀。
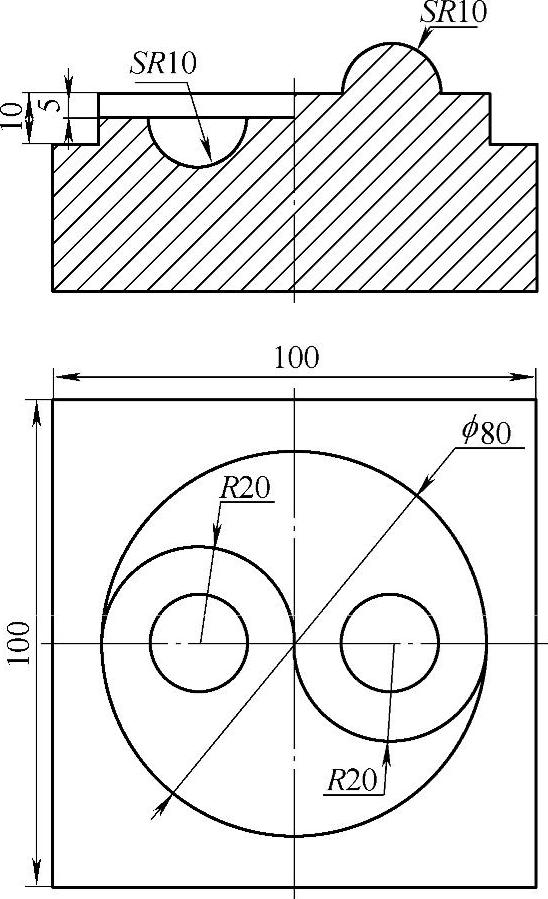
图2-34 宏程序编程实例7
【参考程序】
O1;(轮廓加工)
G54 G90 G17;(G代码加工准备)
M6 T1;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03 S800;(主轴开转)
G00 X0 Y0 Z100;
Z10;
X80;
G01 Z-10 F200;
G41 X30 D01;
G02 I-10;
G40 G01 X80;
Z-20;
G41 X40 D01;
G02 I-40;
G40 C01 X80;
Z-15;
G41 X40 D01;
G02 X0 Y0 R20;
G03 X-40 Y0 R20;
G01 Y-40;
G00 Z200;
M05;
M30;
O2;(凸半圆加工)
G54 G90 G17;(G代码加工准备)
T2 M6;(调用2号刀具)
G43 H2 Z200;(调用2号刀补)
M03 S1000;(主轴开转)
G00 X0 Y0 Z100;
Z10;
X45;
#1=0;(起始角度值)
WHILE【#1LE90】DO1;
#2=10*SIN#1-10;(Z向数值计算)
#3=10*COS#1;(半径相对数值计算)
#4=20+10*COS#1;(X向数值计算)
G00 Z#2 F1000;
G41 X#4 D02;
G02 I-#3;
G00 G40 X45;
#1=#1+0.05;
END1;
G00 Z200;
M05;
M30;
O3;(凹半圆加工)
G54 G90 G17;(G代码加工准备)
T3 M6;(调用3号刀具)
G43 H3 Z200;(调用3号刀补)
M03 S1000;(主轴开转)
G00 X0 Y0 Z100;
Z10;
X-20;
#1=0;(起始角度)
WHILE【#1LE90】DO1;(WHILE语句运用)
#2=[10-6]*SIN#1-6-15;(Z向数值计算)
#3=4*COS#1;(半径相对数值计算)
#4=4*COS#1-20;(X向数值计算)
G00 Z#2 F1000;
G41 X#4 D02;
G03 I-#3;
G00 G40 X-20;
#1=#1+0.05;
END1;
G00 Z200;
M05;
M30;
例36:宏程序嵌套。零件如图2-35所示,毛坯尺寸为100mm×100mm×50mm,调质处理,六面已加工完毕,试采用宏程序功能编制零件加工程序。
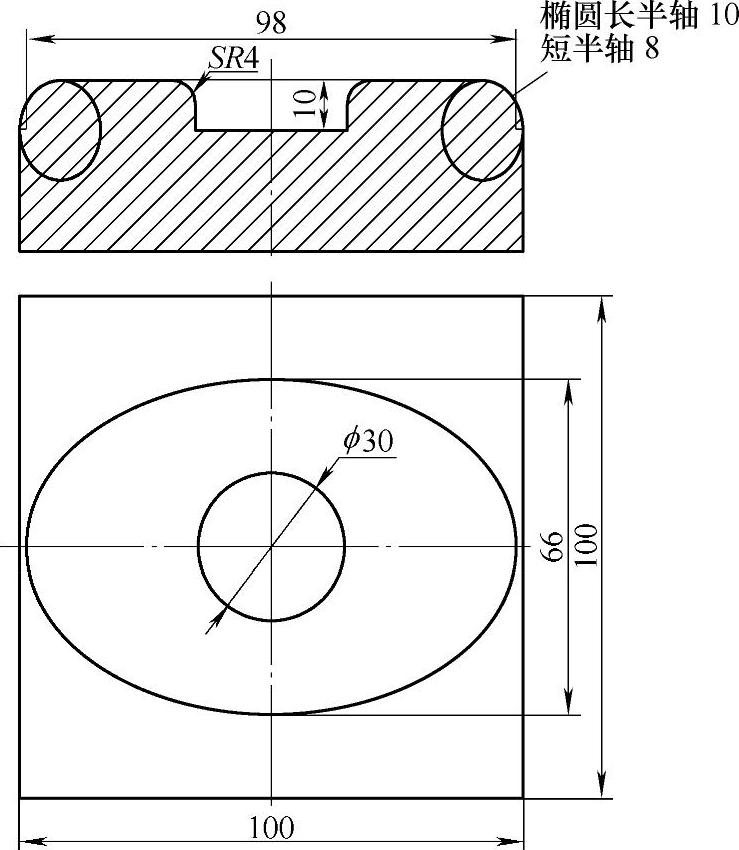
图2-35 宏程序编程实例8
【工件坐标系】工件坐标系设为G54,位于工件上表面中心位置。
【刀具】T01:φ20mm立铣刀;T02:φ16mm立铣刀。
【参考程序】
O1;(铣椭圆)
G54 G90 G17;(G代码加工准备)
T1 M6;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03 S800;(主轴开转)
G00 X0 Y0 Z100;
Z10;
#7=0;(椭圆起始角)
#8=49;(长半轴值)
#9=33;(短半轴值)
WHILE【#1LE360】DO1;
#10=#8*COS#7;(X向数值计算)
#11=#9*SIN#7;(Y向数值计算)
G01 X80 Y0 F200;
Z-10;
G42 X#10 Y#11 D01;
#7=#7+1;
END1;
G00 Z200;
M05;
M30
O2;(椭圆倒角)
G54 G90 G17;(G代码加工准备)
T1 M6;(调用1号刀具)
G43 H1 Z200;(调用1号刀补)
M03S800;(主轴开转)
#1=36;(倒椭圆起始角)
#2=8;(短半轴值)
#3=10;(长半轴值)
WHILE【#1LE90】DO1;
#4=#2*COS#1;(X向数值计算)
#5=#3*SIN#1;(Y向数值计算)
#6=8-[#2*COS36-#2*COS#1];(刀具补偿值)
#13002=#6;(刀补号设定)
#7=0;(椭圆起始角)
#8=49;(长半轴值)
#9=33;(短半轴值)
WHILE【#7LE360】DO2;
#10=#8*COS#7;(X向数值计算)
#11=#9*SIN#7;(Y向数值计算)
G01 X80 Y0 F200;
Z-#5;
G42 X#10 Y#11 D02;
#7=#7+1;
END2;
#1=#1+0.1;
END1;
G00 Z200;
M05;
M30;
O3;(铣圆和倒角)
G54 G90 G17;(G代码加工准备)
T2 M6;(调用2号刀具)
G43 H2 Z200;(调用2号刀补)
M03 S800;(主轴开转)
G00 X0 Y0 Z100;
Z10;
G01 Z-10 F200;
G41 X15 D02;
G03 I-15;
G01 G40 X0;
G00 Z-4;
#1=0;(起始角度)
#2=4;(倒角半径)
WHILE【#1GE90】DO1;
#3=#2*COS#1;(X向数值计算)
#4=#2*SIN#1;(Z向数值计算)
#5=15+#3;(X向数值计算)
#6=#4-4;(Z向数值计算)
G01 Z#6;
G01 G41 X#5 D01;
G03 I-#5;
G40 G01 X0;
#1=#1+1;
END1;
G00 Z200;
M05;
M30;
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。