



例1:零件外形如图2-1所示,厚度为3mm,以φ30mm孔定位,试编制零件外形轮廓精加工程序,不考虑刀具补偿。
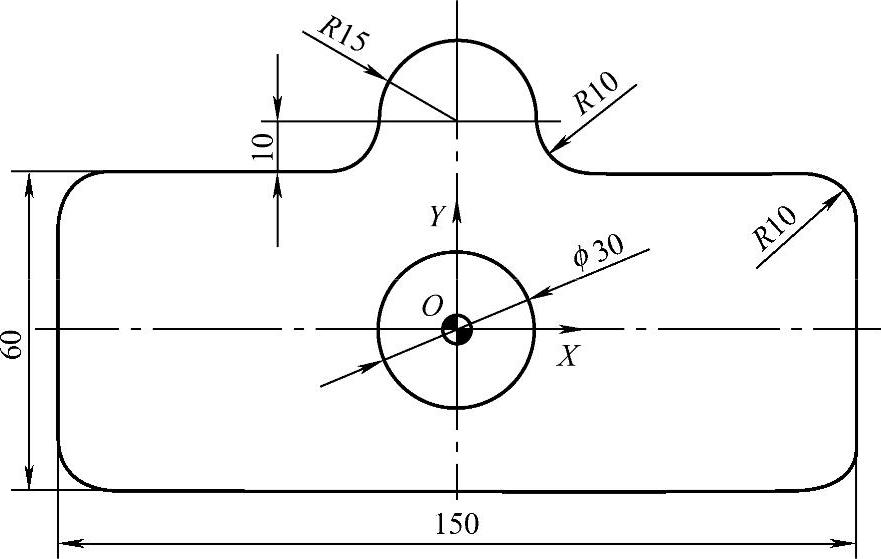
图2-1 外轮廓铣削编程实例1
【工件坐标系】工件坐标系设为G54,位于工件φ30mm孔上表面中心处,如图2-1中O点所示。
【参考程序】
O0211;
N10 G90 G94 G21 G17 G54;(G代码初始化)
N20 G00 X-75 Y40 Z100;(快速定位)
N30 Z-3.5 S800 M03;(主轴正转,下刀)
N40 G01 Y-20;(从延长线进刀)
N50 G91 G03 X10 Y-10 R10;(增量值编程,逆时针圆弧插补)
N60 G01 X130;
N70 G03 X10 Y10 R10;(逆时针圆弧插补)
N80 G01 Y40;
N90 G03 X-10 Y10 R10;
N100 G90 G01 X25;(绝对值编程)
N110 G02 X15 Y40 R10;(顺时针圆弧插补)
N120 G03 X-15 R15;
N130 G02 X-25 Y30 R10;
N140 G01 X-65;
N150 G03 X-75 Y20 R10;
N160 G01 Y-40;
N170 G00 Z100 M05;(主轴停转,Z向抬刀)
N180 G91 G28 Z0;(Z轴回零)
N190 M30;(程序结束,返回程序头)
例2:零件如图2-2所示,零件厚度为2mm,以φ15mm孔定位,试编制零件外形轮廓精加工程序,不考虑刀具补偿。

图2-2 外轮廓铣削编程实例2
【工件坐标系】工件坐标系设为G54,位于工件上表面左下角处,如图2-2中O点所示。
【参考程序】
O0212;
N10 G90 G94 G21 G17 G54;(G代码初始化)
N20 G00 X-15 Y0 Z100;(快速定位)
N30 Z-2.5 S800 M03;(主轴正转,下刀)
N40 G01 X20;(从延长线进刀,沿逆时针方向加工)(https://www.xing528.com)
N50 G91 G02 X36 R18;(增量值编程,加工R18mm半圆)
N60 G01 X20;
N70 X15 Y15;
N80 Y15;
N90 G03 X-10 Y10 R10;(加工R10mm圆角)
N100 G01 X-8;
N110 G02 X-24 R12;(加工R12mm半圆)
N120 G01 X-11;
N130 G90 G03 X0 Y12.49 R40;(绝对值编程,加工R40mm圆弧)
N140 G01 Y-15;(从延长线上退刀)
N150 G00 Z100 M05;(Z向抬刀,主轴停止转动)
N160 G91 G28 Z0;(Z轴回零)
N170 M30;(程序结束,返回程序头)
例3:零件如图2-3所示,Z向深度为3mm,以φ40mm孔定位,试编制零件外形轮廓精加工程序,不考虑刀具补偿。

图2-3 外轮廓铣削编程实例3
【工件坐标系】工件坐标系设为G54,位于工件上表面左端处,如图2-3中O点所示。
【参考程序】
O0213;
N10 G90 G94 G21 G17 G40 G54;(G代码初始化)
N20 G00 X0 Y15 Z100;(快速定位)
N30 Z-3.5 S800 M03;(主轴正转,下刀)
N40 G01 Y0;(沿切线方向进刀,沿逆时针方向加工)
N50 G03 X20.82 Y28.56 R30;(逆时针圆弧插补)
N60 G01 X123.74 Y-61.42;
N70 G03 X149.68 Y-29.09 R22.5;(加工R22.5mm圆弧)
N80 G02 Y29.09 R60;(加工R60mm圆弧)
N90 G03 X123.74 Y61.42 R22.5;(加工R22.5mm圆弧)
N100 G01 X20.82 Y28.56;
N110 G03 X0 Y0 R30;(加工R30mm圆弧)
N120 G01 Y-15;(沿切线方向退刀)
N130 G00 Z100 M05;(主轴停止,Z向抬刀)
N140 G91 G28 Z0;(Z轴回零)
N150 M30;(程序结束,返回程序头)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。