



1.数控铣削刀具系统要求
1)刀具切削部分几何参数及其切削参数须规范化、合理化。
2)刀具切削部分材料及切削参数选择必须与工件材料相匹配。
3)刀具磨损及寿命规定必须合理。
4)刀片在刀具中的定位方式及其结构必须优化。
5)刀具安装后在机床中的定位应保持一定精度。
6)换刀后刀具应在机床中仍有高的重复定位精度。
7)刀具的刀柄应有足够的强度、刚度及耐磨性。
8)刀柄及其工具对机床的重量影响应有相应的控制。
9)刀片、刀柄切入的位置、方向必须正确。
10)刀片、刀柄各参数应通用化、规格化、系列化,工具系统应进一步优化。
2.数控铣削常用刀具
数控加工刀具可分为常规刀具和模块化刀具两大类。模块化刀具是发展方向。
(1)从结构上 可分为整体式、镶嵌式(焊接式和机夹式)、减振式、内冷式、特殊形式等。
(2)从切削工艺上 可分为:
1)铣削刀具:分面铣刀、立铣刀、球头铣刀、三面刃盘铣刀、环形铣刀等刀具。立铣刀、球头铣刀、环形铣刀如图1-3所示。
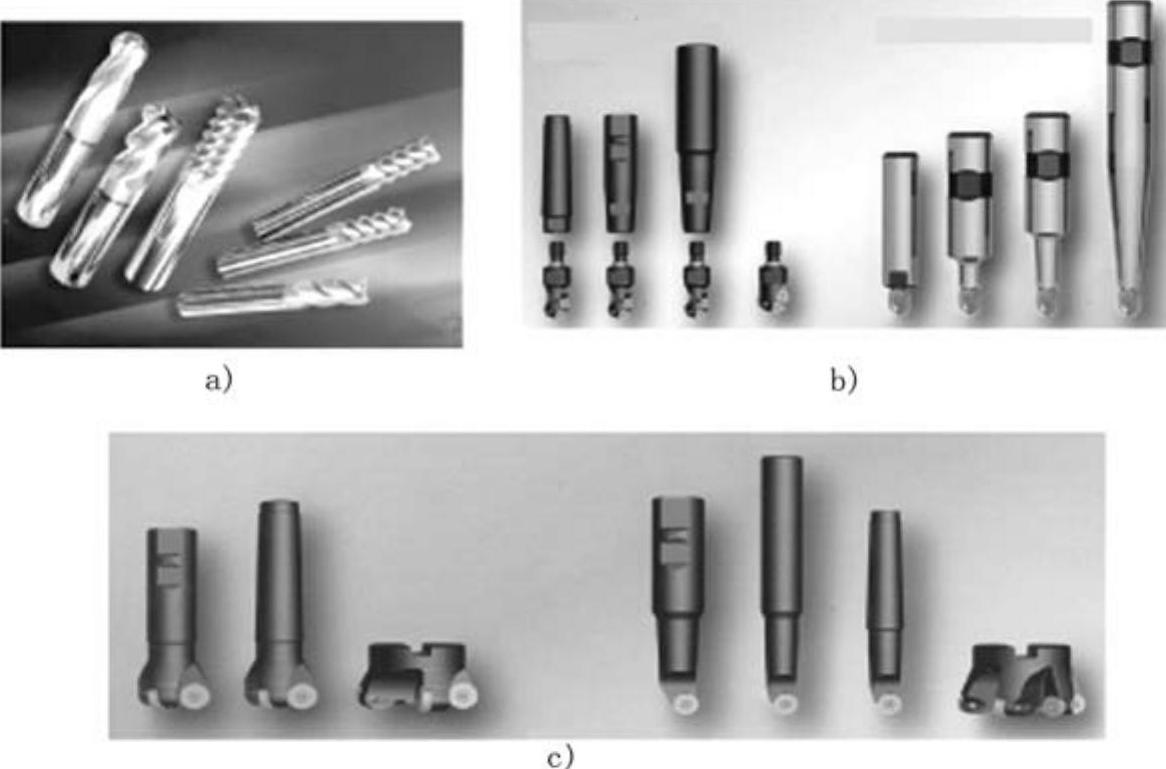
图1-3 铣削刀具
a)立铣刀 b)球头铣刀 c)环形铣刀
2)钻削刀具:钻削刀具分小孔、短孔、深孔、铰孔、攻螺纹等。其结构和连接形式有直柄、直柄螺钉紧定、锥柄、螺纹连接、模块式连接(圆锥或圆柱连接)等多种。钻削加工和螺纹加工如图1-4、图1-5所示。

图1-4 钻削加工(https://www.xing528.com)

图1-5 螺纹加工
3)镗削刀具:分粗镗、精镗等刀具。从结构上,镗刀可分为整体式镗刀柄、模块式镗刀柄和镗头类;从加工工艺要求上,镗刀可分为粗镗刀和精镗刀。
(3)特殊型刀具 特殊型刀具有带柄自紧夹头、强力弹簧夹头刀柄、可逆式(自动反向)攻螺纹夹头刀柄、增速夹头刀柄、复合刀具和接杆类等。
3.数控铣削刀柄类型
数控铣削刀具多种多样,刀柄自然也有很多种,见表1-2。
表1-2 数控铣削刀柄

4.数控铣削加工用夹具
数控铣床及加工中心工件装夹通常采用四种方法:
1)使用机用虎钳装夹工件。
2)使用压板、弯板、V形块、T形螺栓装夹工件。
3)工件通过托盘装夹在工作台上。
4)用组合夹具、专用夹具等装夹。
在选择夹具时,应注意减少装夹次数,尽量做到在一次安装中能把零件上所有要加工的表面都加工出来。
5.数控铣削加工用量具
数控铣削加工零件的检测,常规尺寸一般仍可使用普通的量具进行测量,如游标卡尺、内径百分表等,也可以采用投影仪测量;而高精度尺寸、空间位置尺寸、复杂轮廓和曲面的检验,则只有采用三坐标测量机才能完成。
数控铣削加工中常用到的量具有游标卡尺、外径千分尺、内径千分尺、内径百分表、游标万能角度尺、高度游标卡尺、深度千分尺、三坐标测量机等,见表1-3。
表1-3 数控铣削加工中常用量具

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。