



协同控制系统软件主要面向双电弧埋弧焊装备,系统适用于单、双丝埋弧自动焊焊接装备的使用,协同控制过程复杂,系统软件适应性与运行的稳定运行更为重要。协同控制系统的软件采用模块化程序设计,根据控制系统完成的功能,分为不同的功能模块。软件部分由起弧和收弧过程中主从机两台电源之间的协同控制及各自的焊接电流、电弧电压以及送丝速度等焊接参数的设定,实现对反馈采样信号的处理,对焊接过程的实时监控、焊接参数的动态显示以及对焊接时序进行设置等功能。软件系统主体结构流程如图8-10所示,系统文件存储结构如图8-11所示。
监控系统软件主要由三大部分组成:一部分为监测部分,一部分为系统数据管理部分,另一部分为系统控制部分。监测部分由两个模块组成,在界面中为三项菜单,分别为:参数设置、电参数实时显示和数据采集;数据管理部分主要用于系统数据的查询管理和分析计算,它们可在系统监测的过程中同时进行操作,该部分主要包括焊接质量监测、焊接参数优化和专家数据库系统三个模块;系统控制部分包括起弧、焊接过程、收弧控制程序。此外,系统还设有帮助模块。运行设计的软件系统,其监控模块流程如图8-12所示。其中焊接过程监控模块软件设计是双电弧埋弧焊焊接过程系统软件设计的关键。将焊接过程监控模块的参数预置程序、启动程序、起弧时序控制程序、焊接过程监测程序、收弧时序控制程序和通信部分的发送、接收程序编成相应的函数,其中主要的函数结构和流程设计如下:
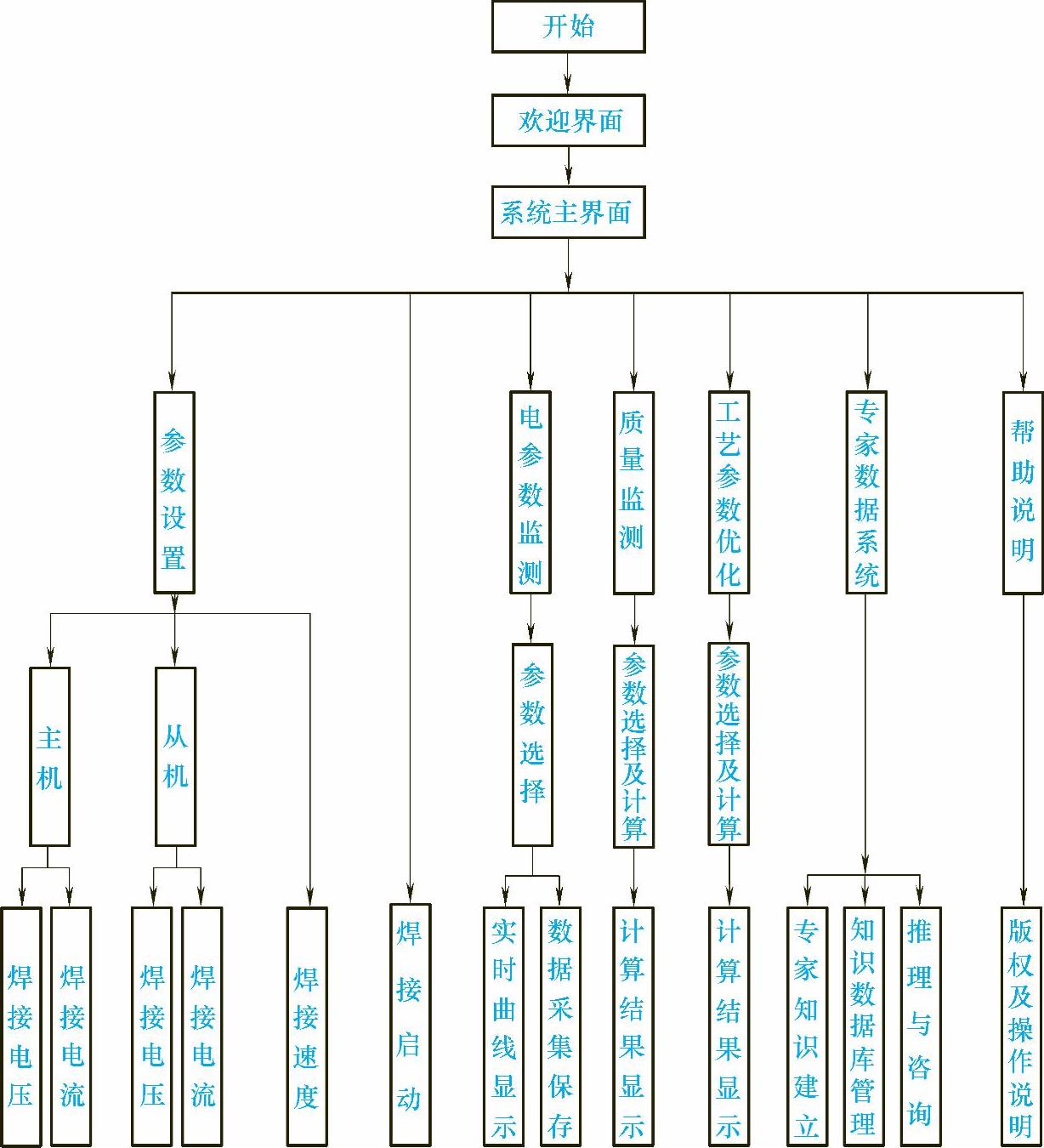
图8-10 软件系统主体结构流程
1)参数预置函数,该函数用于焊接系统参数的设置,表示为Csyzhs,并设定函数返回值为F1、F2、F3,用于判断参数设置的有效性。该函数流程如图8-13所示。调用该函数时,先显示两主机电源电参数焊接电流I1、I2,焊接电压U1、U2和焊接速度v等参数的设置
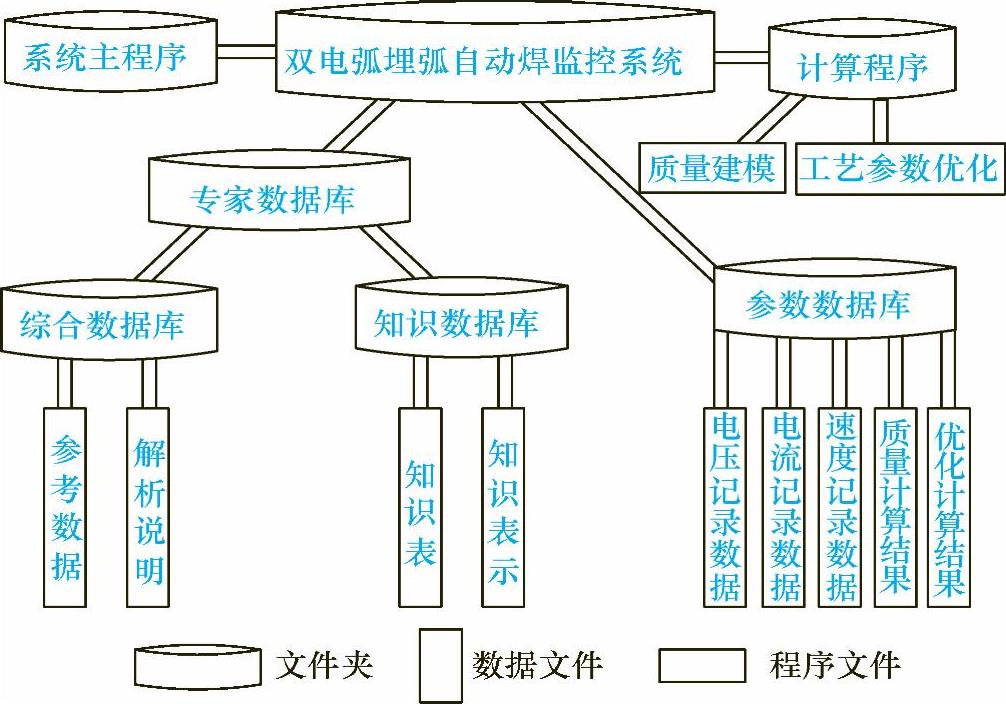
图8-11 系统文件存储结构
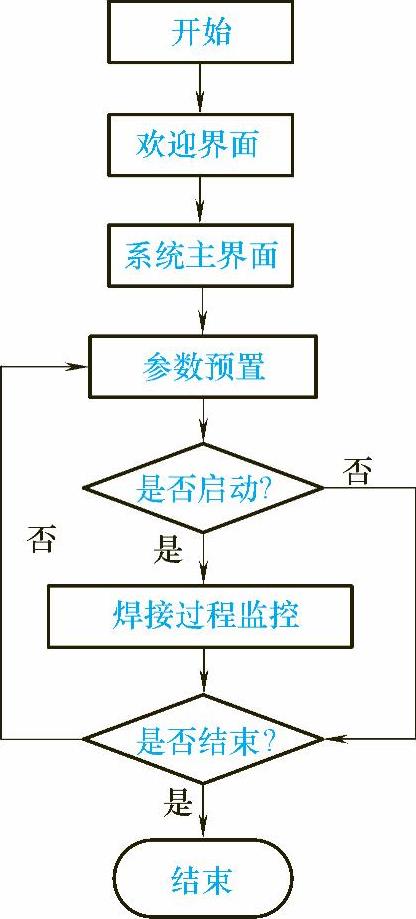
图8-12 监控模块流程
界面。该函数中需调用通信部分发送程序。
2)起弧控制函数,该函数用于两焊丝起弧的时序控制,表示为Qhkzhs,并设定函数返回值为 、
、 、
、 ,用于判断起弧是否成功,当
,用于判断起弧是否成功,当 、
、 为1时表示起弧成功,当
为1时表示起弧成功,当 、
、 为0时表示起弧失败,前丝起弧后,
为0时表示起弧失败,前丝起弧后, 用于判断延时时间是否为T,T为后丝以焊接速度v移过焊丝间距l所需的时间。起弧控制如图8-14所示。为了获得好的起弧效果,调用该函数实现两根焊丝按一定的时序起弧。
用于判断延时时间是否为T,T为后丝以焊接速度v移过焊丝间距l所需的时间。起弧控制如图8-14所示。为了获得好的起弧效果,调用该函数实现两根焊丝按一定的时序起弧。
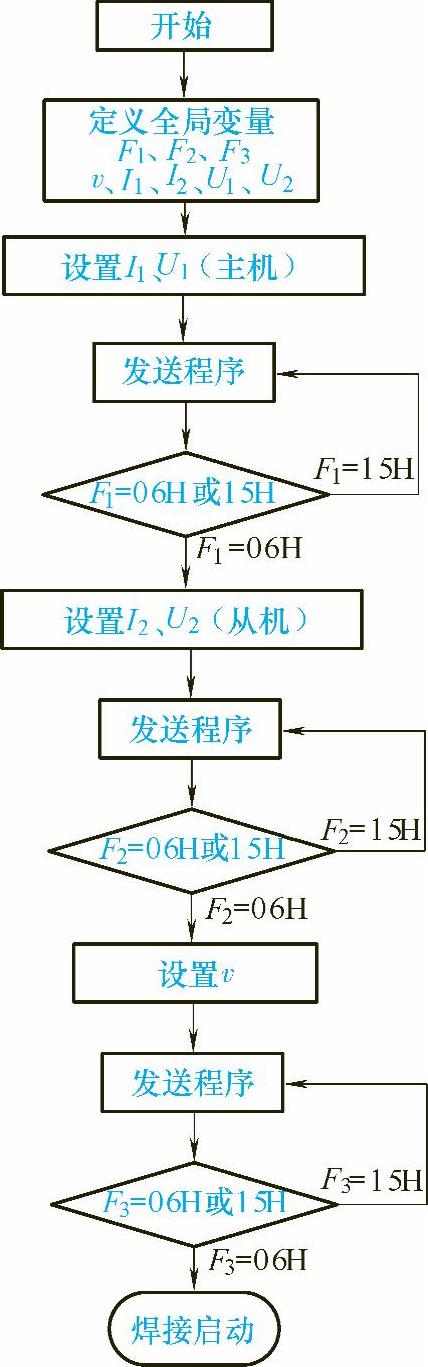
图8-13 参数预置
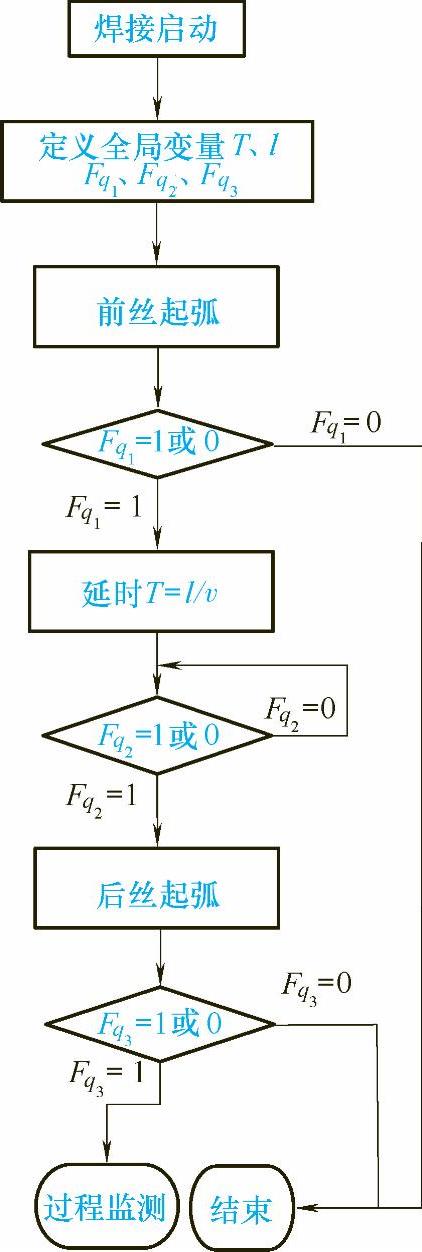
图8-14 起弧控制
3)焊接过程监测函数,该函数表示为Hjgcjchs,并设定函数返回值为 、
、 、
、 、
、 ,用于将采集到的电流、电压信号由前台界面显示。该函数运行过程中,实时采集及显示由霍尔传感器拾取的电流、电压。对两台弧焊电源监测的函数流程如图8-15所示。该函数中需调用通信部分的接收程序。
,用于将采集到的电流、电压信号由前台界面显示。该函数运行过程中,实时采集及显示由霍尔传感器拾取的电流、电压。对两台弧焊电源监测的函数流程如图8-15所示。该函数中需调用通信部分的接收程序。
4)焊接停止时,需调用收弧控制函数,该函数表示为Shkzhs,并通过设定的函数返回值Fs来判断收弧是否成功。收弧控制如图8-16所示。为了获得好的收弧效果,需要调用该函数实现两根焊丝按一定的时序收弧。(https://www.xing528.com)
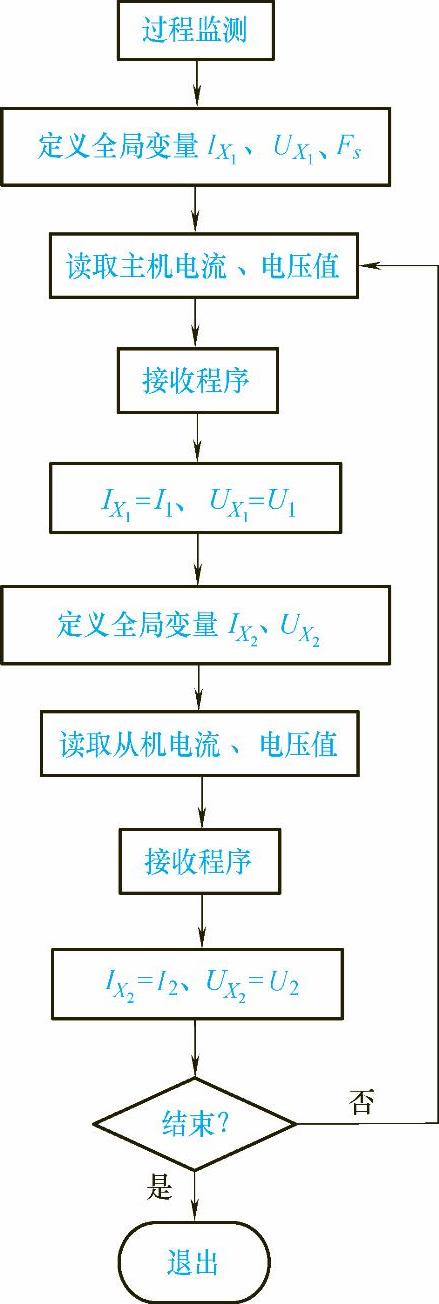
图8-15 焊接过程监测
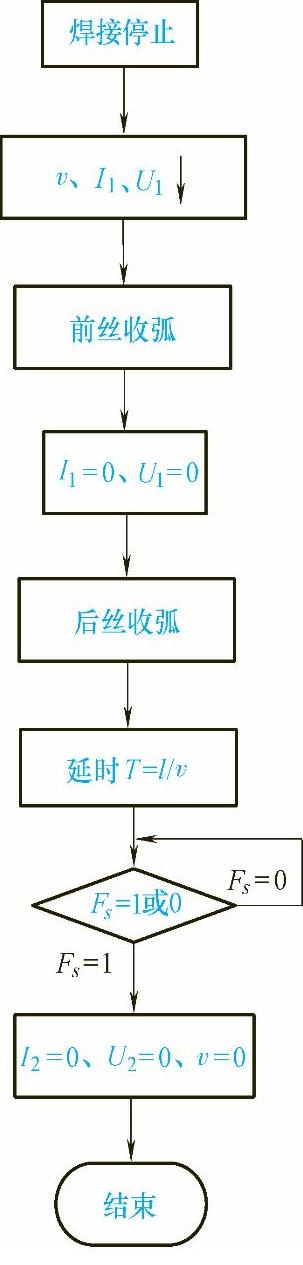
图8-16 收弧控制
开发的双电弧埋弧自动焊焊接监控系统集监测、控制、分析和管理于一体,共设计成7个模块。系统界面按功能设计成下拉菜单。该系统适应单、双丝埋弧自动焊焊接过程的监控,系统主界面如图8-17所示。在主界面中便可进行7个功能模块的操作。
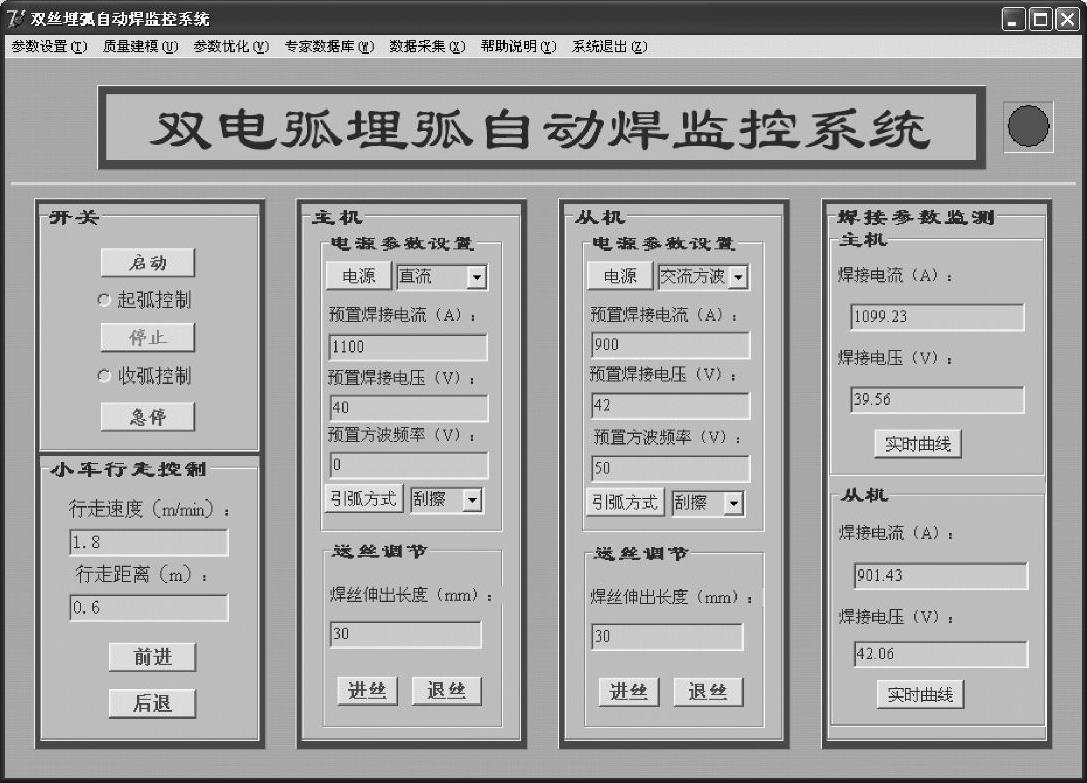
图8-17 系统主界面
1)参数设置模块。该模块包括焊接速度、焊接时间、两台主从机弧焊电源参数的设定。弧焊电源参数包括弧焊电源类型(交流、直流)、焊接电流、电压给定等。各参数均由使用者在现场根据待监控的双电弧埋弧焊实际工况和运行情况输入,同时也可以通过调用专家数据库预先存好的参数。参数设置界面如图8-18所示。
2)焊接质量监测建模。该模块功能是根据在焊接过程中采集到的主从机电流、电压数据经由信号分析处理提取的电弧特征信息或建立焊接质量监测模型进行焊接过程电弧稳定性评估、质量缺陷监测等功能。
3)焊接参数优化。该模块功能是根据焊缝质量要求及条件,通过优化模型计算得出合适的焊接参数。
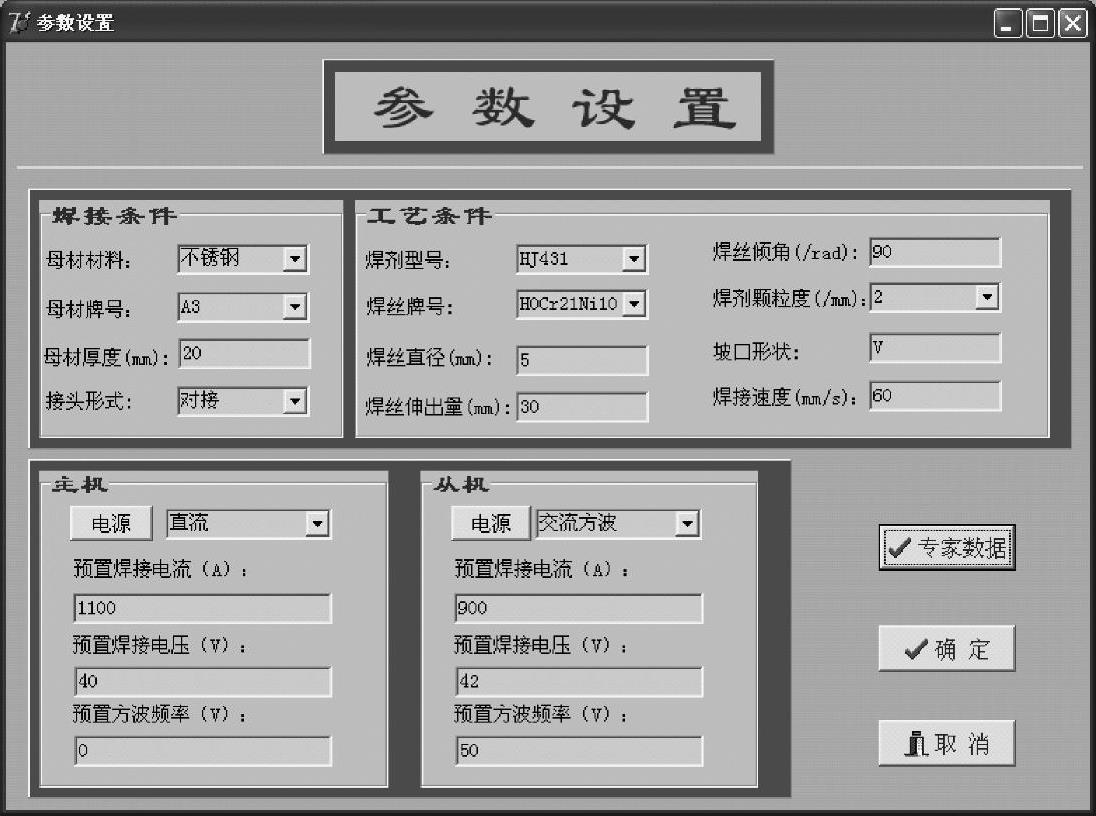
图8-18 参数设置界面
4)专家数据库系统。主要对埋弧焊焊接参数及规范进行综合信息管理。
5)数据采集。该模块的功能启动采样程序,采集的信号经前置放大和A/D转换后由PLC主模块经RS232传输至计算机。计算机自动把测量结果存储到数据库,同时以图形的形式在主界面显示。
6)监控启动。该模块用于对监控系统的运行与停止,主界面中有启动和停止两个按钮。选择起弧控制后,单击“启动”按钮,系统执行焊接启动函数(Hjqdhs),按时序启动主从机进入监控状态;选择收弧控制后,单击“停止”按钮,系统执行收弧控制函数(Shkzhs),按时序停止主从机,焊接结束。
7)系统帮助说明,对该系统功能与操作进行详细的介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。