



图8-3所示为双丝串列埋弧焊起弧与收弧控制方法所采用的焊接系统。焊接系统S具有主、从焊接电源PA、PB,主、从送丝机FA、FB(也可称为前丝送丝机和后丝送丝机),焊炬T,行走机构TR,计算机装置CO,接口电路CJ和焊接控制装置CW。该焊接系统用于双丝串列埋弧焊工艺。
主、从焊接电源PA、PB分别给前、后焊丝Wf、Wb供电(注:下标f表示“前”,下标b表示“后”,分别对应于前焊丝和后焊丝,下同),使它们各自产生电弧。主、从焊接电源PA、PB分别通过接口电路CJ与焊接控制装置CW进行信号传输。由焊接控制装置CW的电流、电压给定电路给出的焊接电流给定信号Ifg、Ibg和焊接电压给定信号Vfg、Vbg实现主、从焊接电源PA、PB的电流If、Ib和电压Vf、Vb的设定值,并由焊接控制装置CW给出启动、停止信号Pqtf、Pqtb以控制主、从焊接电源PA、PB的启停。主、从送丝机FA、FB分别用于前、后焊丝Wf、Wb的进给,主、从送丝机FA、FB均有直流电动机、送丝轮等部件(图中未示出)以实现前、后焊丝Wf、Wb的进给,主、从送丝机FA、FB分别有接口与焊接控制装置CW进行信号传输,由焊接控制装置CW的送丝速度设定电路给出送丝速度给定信号Wfg、Wbg以实现主、从送丝机FA、FB送丝速度的设定值vfw、vbw,并由焊接控制装置CW给出启动、停止信号Wqtf、Wqtb以控制主、从送丝机FA、FB的启停。
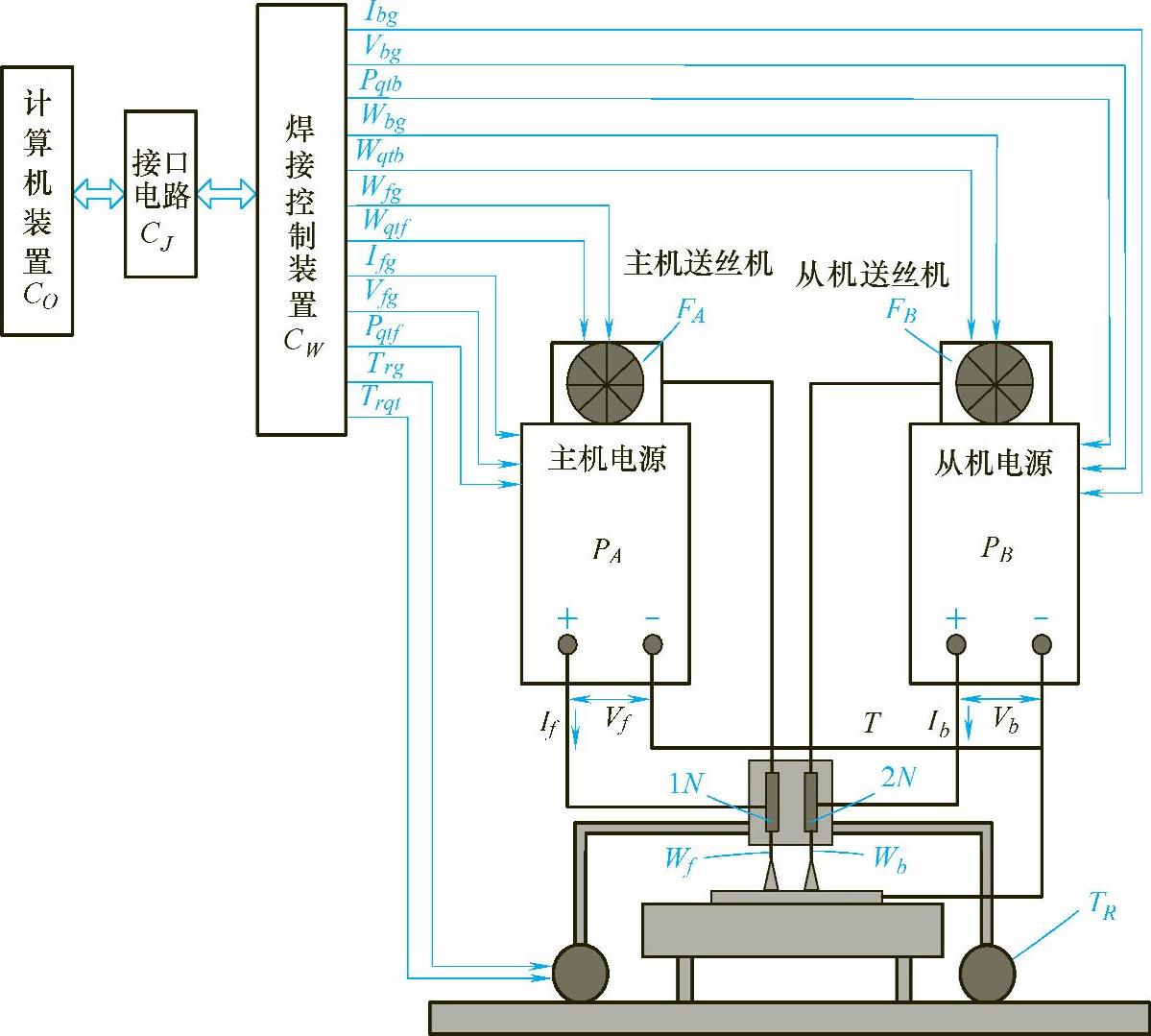
图8-3 双丝串列埋弧焊起弧与收弧控制方法所采用的焊接系统
行走机构TR用于前焊丝Wf和后焊丝Wb沿一定方向的行走,行走机构TR有接口与焊接控制装置CW进行信号传输。行走机构TR由焊接控制装置CW的行走速度设定电路给出行走速度给定信号Trg以实现行走机构TR速度的设定值(对应于焊接速度vW),并由焊接控制装置CW给出启动、停止信号Trqt以控制行走机构TR的启停。
焊接控制装置CW与计算机装置CO通过接口电路CJ连接,可通过计算机装置CO给出的信号间接实现主、从焊接电源PA、PB的电流、电压设定值及启停,主、从送丝机FA、FB的送丝速度的设定值及启停和行走机构TR速度的设定值及启停。
焊炬T具有两个导电嘴1N、2N,每个导电嘴中空通孔,通孔直径有3mm、4mm、5mm等规格,两个导电嘴1N、2N的中心距离对应于焊丝间距l。双丝串列埋弧焊过程中,前、后焊丝Wf、Wb分别从导电嘴1N、2N的通孔中穿过,焊炬T安装在行走机构TR上,由行走机构TR带着焊炬T沿焊接方向移动。
接下来,参照图8-4,对焊接系统S的双电弧串列埋弧焊起弧与收弧控制方法的时序进行说明。
在t0时刻,B点位置,开始启动主焊接电源PA,使得前焊丝Wf与母材Bm之间形成空载电压Vk,并由焊接控制装置CW的电流给定电路给出起弧电流的给定信号,设定起弧电流Iq,同时由焊接控制装置CW给出启停信号Trqt、Wqtf启动行走机构TR和主送丝机FA(前丝送丝机),此时前焊丝Wf进给速度比稳定焊接时的速度慢。此时,从焊接电源PB和从送丝机FB(后丝送丝机)不工作,后焊丝Wb的端部距离母材Bm的表面有一定的高度。
在t1时刻,前焊丝Wf产生电弧af后,主焊接电源PA按设定焊接电流If供电,主送丝机FA按设定送丝速度送丝,此时从焊接电源PB和从送丝机FB不工作。
在t2时刻,B点位置,开始启动从焊接电源PB,使得后焊丝Wb与母材Bm之间形成空载电压Vk,并由焊接控制装置CW的电流给定电路给出起弧电流的给定信号,设定起弧电流Iq(电源向焊丝提供的起弧电流大小由焊丝直径粗细决定),同时由焊接控制装置CW给出启停信号启动从送丝机FB,此时后焊丝Wb进给速度比稳定焊接时的速度慢。

图8-4 双电弧串列埋弧焊起弧与收弧控制方法的时序
其中,t0到t2这段时间(起弧时从焊接电源和从送丝机的启动滞后于主焊接电源和主送丝机的启动一定时间)T1由焊丝间距l及焊接速度vR决定,即T1=l/vR。(https://www.xing528.com)
在t3时刻,后焊丝Wb产生电弧后,从焊接电源PB按设定焊接电流供电,从送丝机FB慢送丝变为正常送丝。
在t3~t4时刻之间,前后焊丝Wf、Wb都按给定电流、给定电压进行焊接。此时,主焊接电源PA供给前焊丝Wf的焊接电流大于从焊接电源PB供给后焊丝Wb的焊接电流。
在t4时刻,C点位置,停止主送丝机FA即停止前焊丝Wf的送丝,同时延时到t5时刻停止主焊接电源PA的供电,行走机构TR继续行走,从送丝机FB和从焊接电源PB继续工作。
在t6时刻,C点位置,停止从送丝机FB即停止后焊丝Wb的送丝,行走机构TR停止行走,同时延时到t7时刻停止从焊接电源PB的供电。
其中,t4到t5这段时间是收弧时前焊丝Wf停止送丝后主焊接电源PA供电的延时时间,延时时间在一定范围内(见表8-1);t6到t7这段时间是收弧时后焊丝Wb停止送丝后从焊接电源PB供电的延时时间,延时时间在一定范围内(见表8-1);t4到t6这段时间表示收弧时从焊接电源PB和从送丝机FB的停止滞后于主焊接电源PA和主送丝机FA的停止一定时间T2,其由焊丝间距l及焊接速度vR决定,即T2=l/vR。
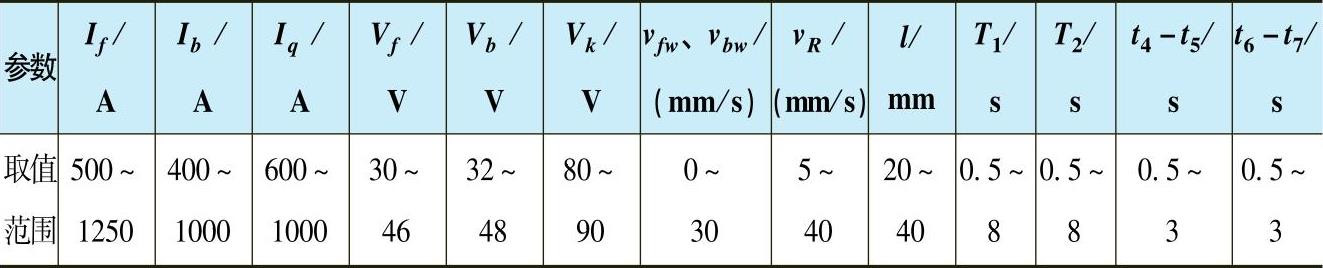
上述控制过程中各个参数可以根据表8-1进行选择。
表8-1 各参数的可选范围
采用上述双丝串列埋弧焊起弧与收弧控制方法,能够获得良好的焊缝成形质量,如图8-5所示,前后两焊丝Wf、Wb形成电弧都是从起弧位置B开始,可以有效地避免焊缝在起弧位置由于仅受后焊丝Wb单电弧熔池的作用而出现一段窄焊缝;两焊丝形成电弧都是在收弧位置C结束,可以有效地避免焊缝在收弧位置由于仅受前焊丝Wf单电弧熔池的作用而出现一段窄焊缝及出现收弧位置下塌现象。可见,采用起弧收弧控制方法,可以保证整段焊缝包括起弧、收弧位置的焊缝成形基本一致,从而确保焊缝质量。无起弧与收弧控制下的焊缝成形示意图如图8-6所示。

图8-5 起弧与收弧控制下的焊缝成形示意图

图8-6 无起弧与收弧控制下的焊缝成形示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。