



【摘要】:将设计的埋弧焊弧长模糊控制器应用于埋弧焊电弧稳定性控制,在目前应用较为典型的上坡焊试验上进行试验,如图7-10所示。在整个上坡焊试验过程中,无短路或断弧现象发生,前后电弧电压、焊接电流基本保持稳定,说明焊炬高度发生变化时弧长基本不变,焊接过程能够稳定进行,也验证了设计的模糊控制系统对电弧弧长的调节起到良好的作用。
将设计的埋弧焊弧长模糊控制器应用于埋弧焊电弧稳定性控制,在目前应用较为典型的上坡焊试验上进行试验,如图7-10所示。
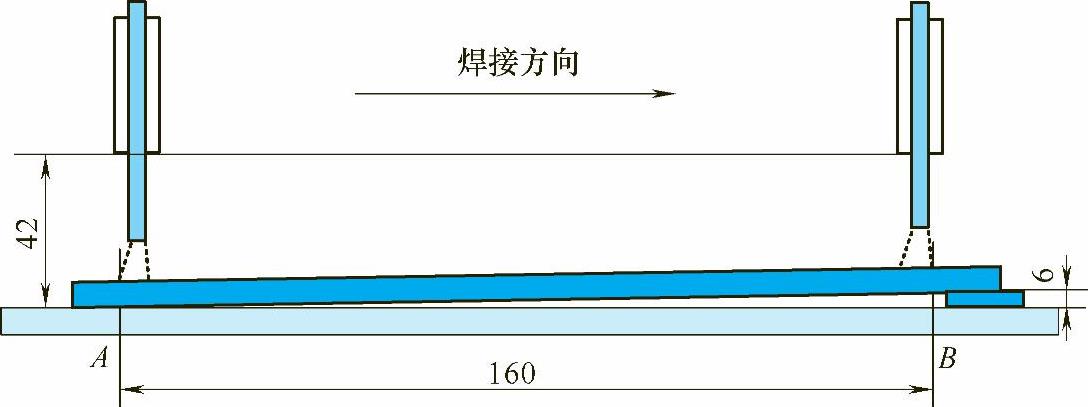
图7-10 上坡焊试验示意图
试验条件:低碳钢板焊件,厚度12cm;焊丝直径为5mm,牌号H08A;焊剂牌号HJ431;交流方波埋弧焊电源MZE1000,焊接电流、电压分别为800A、42V(频率50Hz,占空比50%),焊接速度0.9m/min,焊丝伸出长度为30mm,焊接起始点和终点高度差6mm,堆焊方法。
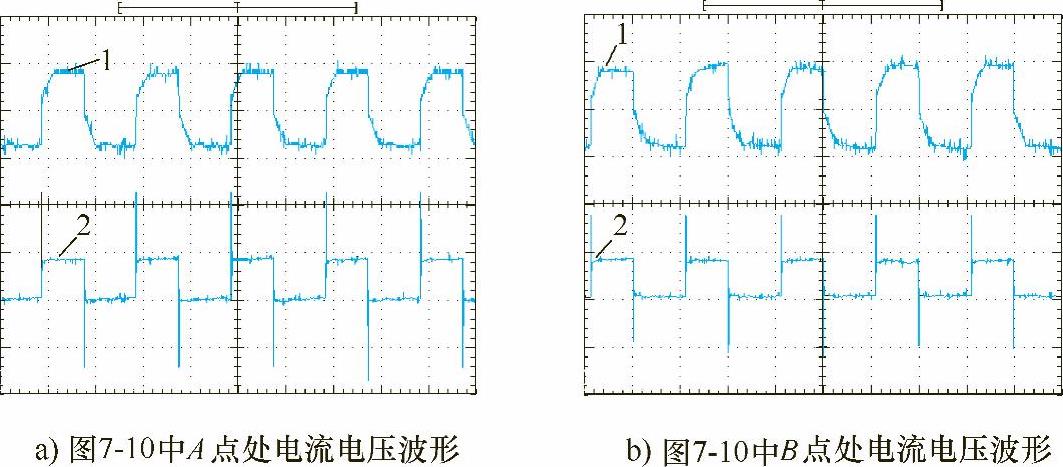
图7-11所示是上坡焊试验A和B两点的电流电压波形,从图中可以看出电流基本保持800A不变,电弧电压基本保持42V不变,说明上坡焊接试验中弧长基本不变并保持着电源恒流输出;图7-12所示为上坡焊焊缝外观图,从图7-12中可以看出,整个焊缝的熔宽前后一致。在整个上坡焊试验过程中,无短路或断弧现象发生,前后电弧电压、焊接电流基本保持稳定,说明焊炬高度发生变化时弧长基本不变,焊接过程能够稳定进行,也验证了设计的模糊控制系统对电弧弧长的调节起到良好的作用。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-11 上坡焊试验电流电压波形
1—I为500A/div 2—U为100V/div 横轴—T为10ms/div

图7-12 上坡焊焊缝外观图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。