



将式(7-11)进行变换可以得到

可求得式(7-12)方程的通解为

 ,则式(7-13)可变为
,则式(7-13)可变为
La=Ce-t/τ+β (7-14)
e为自然对数底,C为弧长变化量,τ为时间常数。其中τ表示电弧在其自身调节作用下长度发生变化后重新到达平衡状态的过渡过程快慢,可以用来定量地描述电弧自身调节作用的影响程度。从式(7-13)可以看出电弧长度恢复时间常数与焊接电流平方成反比,与焊丝直径平方成正比。

式中 a2——焊丝材料决定的常数;
I——焊接电流(A);(https://www.xing528.com)
d——焊丝直径(mm)。
通过对不同焊丝条件下的电弧恢复时间计算来定量地描述电弧自身调节作用的影响程度,为焊接过程弧长稳定性控制提供参考依据。分别取低碳钢焊丝直径ϕ=3mm、4mm和5mm,平均焊接电流I=600~1200A;由文献[3]可知双丝埋弧焊电弧正接法时,a0=-0.739、a1=0.02393、a2=3.6093×10-6;反接法时,a0=-0.876、a1=0.03193、a2=3.0984×10-6,分别按式(7-15)计算得到结果如图7-3所示。从图7-3可以看出,在相同条件下,不同电极接法其弧长恢复时间计算结果不一致,电极正接法的弧长恢复时间小于电极反接法,但两者都存在同样的变化规律:即在同样电流下,焊丝直径越大,电弧长度恢复时间越长,表明电弧长度受到干扰发生变化时,粗焊丝电弧长度恢复到平衡状态所需的时间较细焊丝为长,埋弧焊中粗丝电弧自调节能力比细丝差;相同焊丝直径下,电流越大,电弧长度恢复时间越小,增大电流可以提升电弧的自调节能力。在粗丝大电流埋弧焊焊接时,动态响应速度降低,难以依靠自调节的方式来恢复弧长,使得焊接过程电弧输入能量不稳定造成焊缝成形变差,严重时会引起短路黏丝或断弧,使得焊接无法进行,图7-4所示为粗丝埋弧焊过程短路黏丝导致焊接中断的电流、电压波形。

图7-3 不同焊丝直径和电流情况下埋弧焊弧长恢复时间
1—焊丝直径为3mm 2—焊丝直径为4mm 3—焊丝直径为5mm
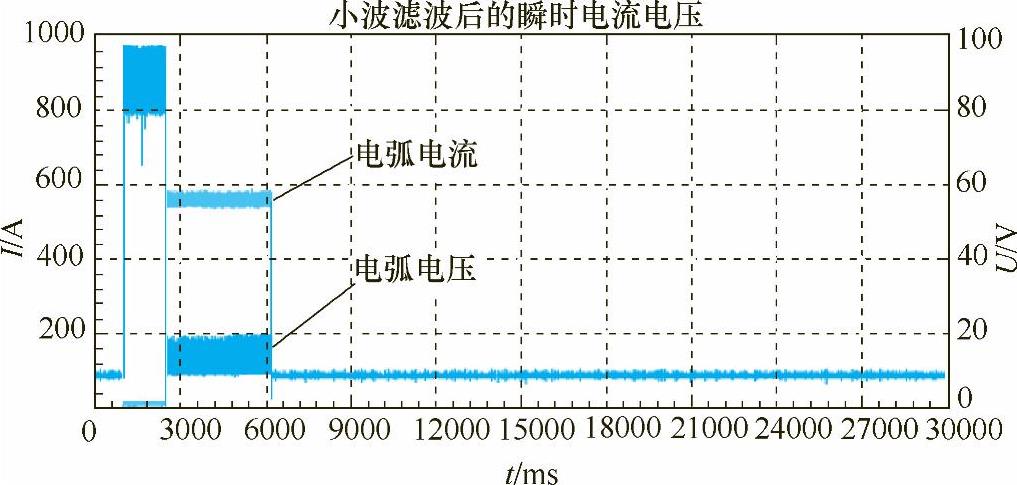
图7-4 黏丝现象电流、电压波形
为了避免上述现象的发生,保证在高速埋弧焊焊接过程弧长的稳定,必须设计相应的电弧弧长调节控制系统。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。