



【摘要】:图7-2 埋弧焊电弧系统通常埋弧焊焊接过程电弧系统如图7-2所示,其中,设焊炬高度为Ht,焊丝伸出长度为Le,电弧长度为La,送丝速度为vf,熔化速度为vm,焊接电流为I。埋弧焊焊接时,焊丝熔化速度与送丝速度之间的稳定平衡是保证电弧稳定的必要条件,在电弧长度稳定时,送丝速度等于熔化速度,即vf=vm,这时弧压稳定,如果由于某种干扰造成二者平衡关系的破坏,就会有vf≠vm,这时弧长必然发生变化,可以很快地恢复平衡或达到新的平衡。
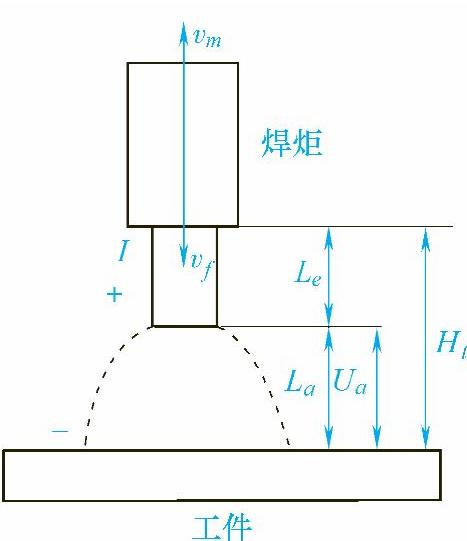
图7-2 埋弧焊电弧系统
通常埋弧焊焊接过程电弧系统如图7-2所示,其中,设焊炬高度为Ht,焊丝伸出长度为Le,电弧长度为La(含阴极和阳极长度),送丝速度为vf,熔化速度为vm,焊接电流为I。埋弧焊焊接时,焊丝熔化速度与送丝速度之间的稳定平衡是保证电弧稳定的必要条件,在电弧长度稳定时,送丝速度等于熔化速度,即vf=vm,这时弧压稳定,如果由于某种干扰造成二者平衡关系的破坏,就会有vf≠vm,这时弧长必然发生变化,可以很快地恢复平衡或达到新的平衡。
如图7-2所示,伸出长度Le是指从焊丝与导电嘴的接触点到焊丝熔化位置的距离,伸出长度的变化与送丝速度vf、熔化速度vm以及导电嘴前端到工件的距离Ht有关:

式中  ——伸出长度的变化率(m/s);
——伸出长度的变化率(m/s);
 ——导电嘴到工件距离的变化率(m/s);
——导电嘴到工件距离的变化率(m/s);
vf——送丝速度(m/s);
vm——焊丝熔化速度(m/s)。
在焊接过程中,从图7-2中可以看出电弧长度取决于导电嘴前端到工件的距离Ht和伸出长度Le,它们之间的关系有
Le=Ht-La (7-7)
式中 Ht——导电嘴到工件距离(m);
La——电弧长度(m)。
结合式(7-6)以及式(7-7)有弧长变化,见式(7-8)(https://www.xing528.com)

式中  ——弧长的变化率(m/s)。
——弧长的变化率(m/s)。
式(7-8)中焊丝熔化速度vm可以表示为

式中 a0、a1、a2——常数;
vm——熔化速度(kg/h);
I——焊接电流(A);
Le——伸出长度(mm);
d——焊丝直径(mm)。
将式(7-7)代入式(7-9)可以得到

将式(7-10)代入式(7-8)可以得到

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。