



埋弧焊中电弧弧长、电流、电压表现出非常复杂的关系,难于精确地用数学公式表达,只能用近似的表达式,目前有多种经验公式,描述的电弧特性的具体表达式也不同,如著名的Ayrton经验公式可以表示为[1]

式中 a,b,c,d——常数;
Ua——电弧电压;
La——电弧长度;
Ia——电弧电流。
该式适合表示下降段电弧特性,对于La≤1cm、Ia≤20A的电弧能与试验较好地吻合,a、b、c、d并无具体的物理意义。实际埋弧焊的电弧电流远远超过20A,因此Ayrton经验公式并不适用于埋弧焊。目前适合描述埋弧焊的电弧电流、弧长、电弧电压之间关系的公式有多种,但它们都有一定的局限性,准确度不高,一般在控制过程中都将电弧看成非线性对象,采用传统的控制方法效果并不理想。
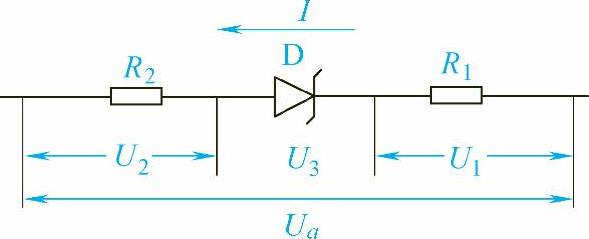
埋弧焊过程是一个非常复杂的非线性过程,其电弧负载为一个非线性负载,由文献[2]可知,电弧电压由三部分组成,电弧负载的等效模型可以用图7-1来表示,R1表示焊丝伸出长度等效电阻,R2表示电弧弧柱等效电阻,稳压二极管D上的电压U3表示电弧的阴极和阳极电压之和。一般认为阴极电压和阳极电压几乎不变,因此电弧电压可表示为
Ua=U1+U2+U3 (7-2)
式中 Ua——电弧电压;
U1——焊丝伸出长度的电压;
U2——电弧弧柱电压;
U3——电弧的阴极和阳极电压之和。
 (https://www.xing528.com)
(https://www.xing528.com)
图7-1 电弧负载的等效模型
式(7-2)又可改写为
Ua=IR1+Ella+U3 (7-3)
式中 I——电弧电流;
El——电弧弧柱的电位梯度,稳定焊接过程中大致保持常值;
la——电弧弧柱长度(不包含阴极和阳极长度);
U3——通常为18~19V。
埋弧焊通常为粗直径焊丝,R1的值非常小,但埋弧焊的电弧电流却很大,因此Ua在式(7-3)中不能被忽略。将式(7-3)改写为
Ua=IR1+Ella+19 (7-4)
文献[1]对大气中软钢裸焊条的焊接电弧电压与弧长作了定量的描述,得出了经验公式:
Ua=22+20La (7-5)
式中 La——弧长。
焊接电弧的电位梯度大致为20~32V/cm。在改变焊接条件的情况下,电弧梯度会发生变化,式(7-5)中的电位梯度将不再是20V/cm。从式(7-4)和式(7-5)可以看出,无论电位梯度常数为何值,维持电弧长度不变是维持弧压稳定的关键因素。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。