



焊接参数搭配是否合理直接决定焊接过程电弧能量信号特征,进而影响电弧稳定性和焊缝成形质量。据此提出了利用局部均值分解对采集的电弧电流信号进行自适应分解,获得若干个具有真实物理意义的PF分量,并对每一个PF分量进行能量熵计算,并以此作为支持向量机分类器的输入来评价焊接参数搭配是否合理和识别焊接电弧的稳定性及焊缝成形质量。
基于LMD能量熵和支持向量机分类器的焊接质量监测方法流程图如图5-22所示,该监测方法步骤如下:
1)按正交试验方案给定焊接参数进行焊接试验,同时进行电弧电流信号数据采集,得到电弧电流信号数据训练和测试样本。
2)对每一个电弧电流信号数据样本进行LMD分解,得到n个PF分量,每个PF分量对应一个数据样本{xpt},p=1,2…,n,t=1,2…,N;t=1,2…,N进行能量归一化得到新的时间序列 ,t=1,2…,N,进行数据归一化的目的是为了消除原始采样信号的幅值对系统状态特征参数提取的影响。
,t=1,2…,N,进行数据归一化的目的是为了消除原始采样信号的幅值对系统状态特征参数提取的影响。
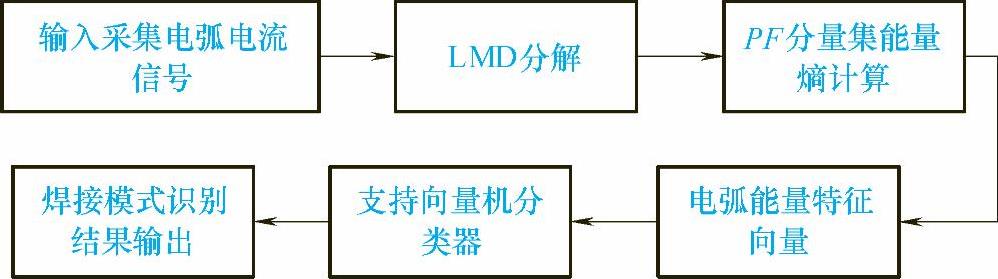
图5-22 基于PF分量能量熵和SVM的焊接质量监测方法流程图
3)将每个数据样本 等长度分成m段数据,求每段数据的总能量Ei,相应的可计算出每个PF分量的能量E1,E2,…,Em。(https://www.xing528.com)
等长度分成m段数据,求每段数据的总能量Ei,相应的可计算出每个PF分量的能量E1,E2,…,Em。(https://www.xing528.com)
4)定义每个PF分量的能量熵值为特征能量。

式中,qi=Ei/E表示每个PF分量等分后第i段数据的能量在总能量 中的比重;根据熵的基本性质,qi分布越均匀,能量熵值越小,反之能量熵值越大,PF分量的能量熵值反映了焊接过程电弧能量分布均匀程度,即可以刻画电弧稳定程度和焊缝成形质量。
中的比重;根据熵的基本性质,qi分布越均匀,能量熵值越小,反之能量熵值越大,PF分量的能量熵值反映了焊接过程电弧能量分布均匀程度,即可以刻画电弧稳定程度和焊缝成形质量。
5)对每个电弧电流数据样本可以构造一个n维的能量特征向量矩阵T=[S1,S2,…,Sn],可作为特征向量输入支持向量机。
6)建立支持向量机组成的焊缝成形质量分类器。将电弧能量特征向量T输入支持向量机,对支持向量机进行训练。如果要区分正常、咬边和驼峰3种焊缝成形状态,只需设计2个分类器即可。对SVM1定义y=1表示咬边,y=-1表示正常或驼峰,即用SVM1将正常分离出来;再对SVM2定义y=1表示正常,y=-1表示驼峰,即用SVM2将驼峰分离出来。如果有更多类型的焊缝成形类型需要识别,则可依次设计SVM3、SVM4等将其余焊缝成形类型一一识别。
7)采集测试电弧电流信号,按照步骤2)、3)、4)、5)形成特征向量T,并将其作为SVM分类器的输入,以SVM分类器的输出来识别焊接工艺搭配合理性、电弧稳定性和焊缝成形质量类型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。