



在埋弧焊机中,通常将送丝方式分为两种:等速送丝与变速送丝。等速是指焊接过程中焊丝以恒定的速度输送,电弧以自身调节作用工作;变速送丝是指焊丝速度不断地根据电弧长度的变化而调整,达到电弧的稳定。目前变速送丝主要采用弧压反馈闭环控制系统,但也有采用焊接电流负反馈闭环控制的。
埋弧焊时,送丝系统控制着焊丝的送给,在等速送丝系统中,要求送丝速度恒定,尤其是在负载变化时,其次要求有足够的调速范围,以适应不同焊接参数要求,在变速送丝系统中,焊丝的输送应具有一定的响应速度,这就要求系统必须能够稳定工作,同时具有较大的放大倍数,使系统能工作在最佳状态。
埋弧焊引弧也是个比较重要的问题。埋弧焊引弧需要焊丝与焊件接触后,通过端部熔化或者上抽引燃电弧。对于配用平特性或者短路电流较大的电源来说,因其短路电流大,故引弧时只需将焊丝慢速下送,使焊丝端部“刮擦”到焊件,接触后引起较大的短路电流而产生电弧。而对于短路电流不太大的下降特性电源,必须要在接触后再反抽才能引弧。因此,在引弧过程中必须有一“反抽”动作。弧压反馈式变速送丝一般可依靠弧压反馈过程自动进行,而等速送丝则必须由操作工手控实现。典型的通用型埋弧焊机中最为常见的焊车式埋弧焊机的行走和送丝机构如图2-8所示,送丝机构和行走机构分别由直流或者交流电动机驱动,经常利用晶闸管整流电路调速。图2-9是其传动系统。送丝机构的电动机正反转以及转速的调节与控制均通过自动控制系统来实现。
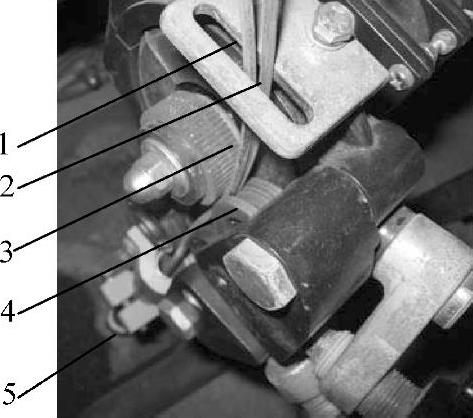
图2-8 送丝机构
1、2—焊丝 3—送丝驱动轮 4—送丝轮 5—导电嘴(https://www.xing528.com)
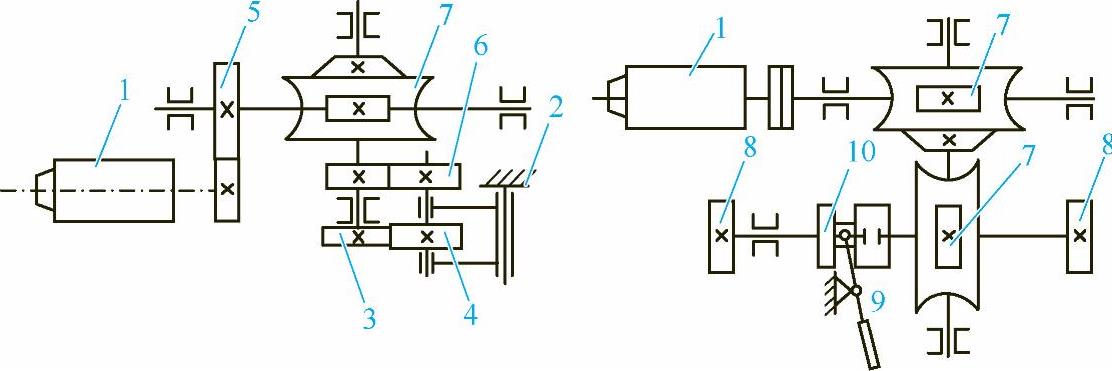
图2-9 传动系统
1—电动机 2—杠杆 3、4—送丝滚轮 5、6—圆柱滚轮 7—蜗轮蜗杆 8—行走轮 9—手柄 10—离合器
送丝控制电路结构仍然可采用国内埋弧焊机中已经沿用了30多年的晶闸管驱动控制电路,这种驱动控制电路结构的自动埋弧焊机在国内生产及应用普遍,这足以证明其性能是完全稳定可靠的。从国外进口的大功率埋弧焊自动焊机,特别是许多从美国林肯公司进口的埋弧焊机实际上也都采用了这种驱动控制电路。也有个别进口的埋弧焊机采用了脉宽调制(PWM)开关电路,国内也有少量生产实例,为便于迅速完成适应各种场合的应用试验,可以对原产埋弧自动焊机晶闸管驱动电路接线方式及预置点重做调整,达到实际双丝埋弧焊的控制要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。