



【摘要】:单电源的双丝埋弧高速焊设备是多电弧高速弧焊设备最简单的一种结构形式。单电源双丝埋弧焊系统结构如图2-2所示。可见除送丝系统同时送给两根焊丝以外,其他均同普通单丝埋弧焊。两根焊丝是经同一个导电嘴导入电流的,理想条件下电流应在彼此间平均分流,而电压则应相同。图2-2 单电源双丝埋弧焊系统结构2)单电源双丝埋弧焊采用2×1.2mm~2×3mm直径焊丝,电流和电流密度都很大,不仅焊丝熔敷速率高,而且焊接速度也可大大提高。
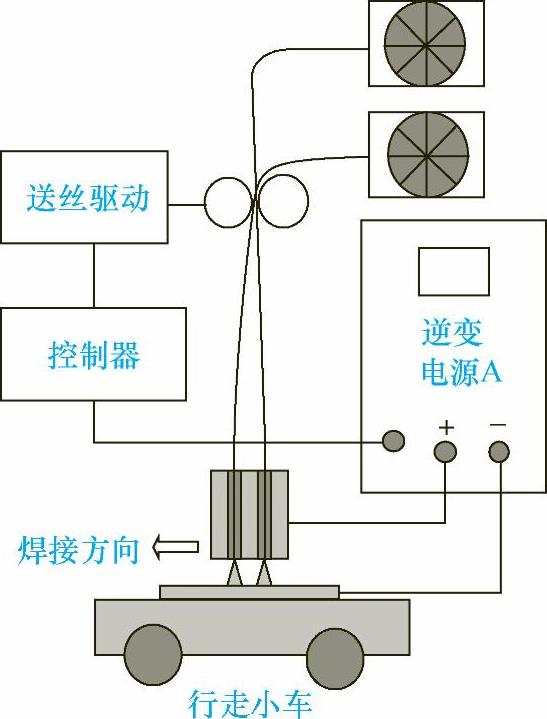
单电源的双丝埋弧高速焊设备是多电弧高速弧焊设备最简单的一种结构形式。其设备的主要组成:单弧焊电源-单送丝机及其单送丝驱动控制-焊车(行走机构)及其焊接速度驱动控制等。单电源双丝埋弧焊系统结构如图2-2所示。
可见除送丝系统同时送给两根焊丝以外,其他均同普通单丝埋弧焊。两根焊丝是经同一个导电嘴导入电流的,理想条件下电流应在彼此间平均分流,而电压则应相同。这种双丝埋弧焊过程具有以下特点:
1)双丝间距足够小时,双丝电弧实际上形成一个熔池,其形状将受到双丝排列方式及丝间距的控制,当双丝沿焊接方向串列时,熔池将沿焊接线呈细长椭圆,从而有利于形成窄而深的焊缝;当双丝并列时,熔池深度降低而宽度增大,显然这将特别适合于堆焊的要求;如果把双丝作不同角度斜列,则熔池形状将介于上述两者之间。加上焊丝间距及焊接电流、电压、焊接速度和焊缝坡口尺寸的调整,使其焊缝横截面形状、熔深和熔宽、稀释率有相当宽的调整余地,可以满足薄板和厚板、对接和角接及表面堆焊的多种应用要求。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-2 单电源双丝埋弧焊系统结构
2)单电源双丝埋弧焊采用2×ϕ1.2mm~2×ϕ3mm直径焊丝,电流和电流密度都很大,不仅焊丝熔敷速率高,而且焊接速度也可大大提高。
3)焊接速度提高在有些应用场合往往意味着焊缝热输入的降低,这对有些要求限制热输入以控制焊缝金属性能或焊接变形的应用场合特别有价值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。