



钻模是通过夹紧装置来固定工件,使其保持正确位置的。当切削加工时,夹紧装置可以使零件不因切削力的作用而产生位移,从而保证零件的加工质量。
由于加工零件的外形结构、生产批量和技术要求不同,因此所用的夹紧装置也有所不同。夹紧装置分类的方法较多,按夹紧力的来源不同,可分为手动夹紧装置(力源来自人力)、气压夹紧装置(力源来自气动压力)、液压夹紧装置(力源来自液压)、电力夹紧装置(力源来自电磁、电动机等动力装置)等;按传递夹紧力机构形式的不同,可分为螺旋夹紧、杠杆夹紧、斜楔夹紧和螺旋压边夹紧等。
1.对夹紧装置的基本要求
不论采用何种夹具形式,夹具中所用的夹紧装置必须满足以下基本要求:
1)保证加工精度(即夹紧时不能破坏工件的定位精度),使工件在加工过程中不产生振动,并使工件的受压面积最小。
2)手动夹紧机构要有自锁作用,即原始作用力消除后,工件仍能保持夹紧状态而不会松开。
3)夹紧机构操作时要安全省力、迅速方便,以减轻工人劳动强度,缩短辅助时间,提高生产率。
4)结构简单、紧凑,并具有足够的刚度。
2.常用夹紧装置的结构及其使用范围
由于产品、生产方式不同,所使用的夹紧装置也不可能完全一样。常用的夹紧装置主要有以下几种:
(1)斜楔夹紧装置 斜楔夹紧装置是利用楔的斜面将楔的推力转变为较大的夹紧力,从而将工件夹紧。图11-5a所示装置主要适用于工件表面直接与斜楔工作表面接触夹紧的场合;图11-5b所示是利用中间元件的夹紧方法,适用于工件表面粗糙而使斜楔移动困难,以及防止工件的夹紧表面被斜楔表面损伤等的场合。为了使斜楔有自锁作用,斜楔的斜面升角应小于摩擦角,通常取斜度为1∶10。
(2)螺旋夹紧装置 螺旋夹紧装置具有结构简单、夹紧可靠的优点,在生产中得到了广泛应用。其缺点是夹紧和松开工件都比较费时费力。
图11-6所示为螺旋夹紧装置。旋转螺杆1,通过压块4将工件5夹紧。压块4的作用是防止在旋转螺杆时带动工件一起转动,并避免螺杆头部直接与工件接触而造成压痕,同时可增大与工件的接触面积,使夹紧更为可靠。可换螺母2在其内螺纹磨损后可以更换。螺钉3用来防止螺母松动。
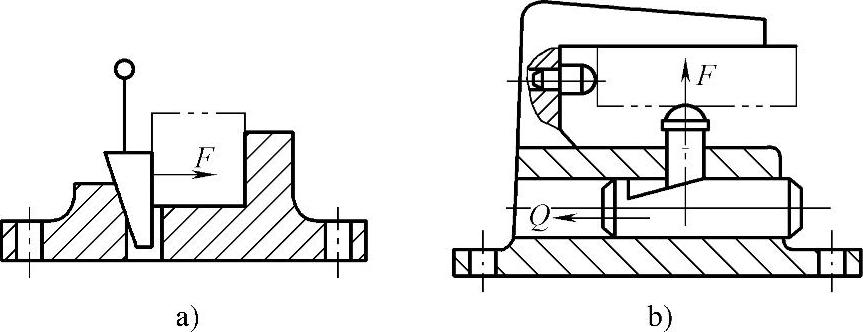
图11-5 斜楔夹紧装置
a)斜楔的直接夹紧 b)利用中间元件的斜楔夹紧
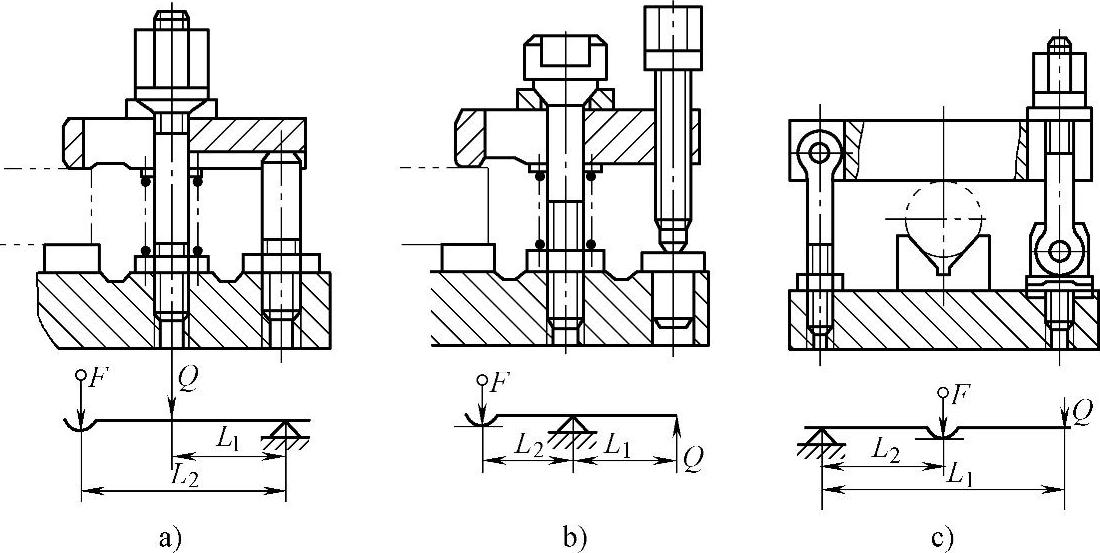
(3)螺旋压板夹紧装置 螺旋压板夹紧装置是一种简单可靠又常用的夹紧装置,夹紧力较大,有足够的调节距离,可以抵抗较大的切削力,应用最为广泛。图11-7所示是其常见的三种形式。图11-7a所示的结构中,螺旋压紧位于压板中间,螺母下采用了球面垫圈,压板尾部的支柱顶端也做成了球面,在夹紧过程中,可根据工件表面的情况作少量的偏转;图11-7b所示的结构是将压板支点放在中间并开有狭长槽孔,便于装卸工件;图11-7c所示是将工件的夹紧点放在压板中间,用铰链压块压紧,这种结构装卸工件比较方便。
使用时,可根据工件不同的夹紧要求,选用不同的螺旋压板夹紧装置形式。若要增大夹紧力,应采用第三种形式;若为了改变夹紧力的方向,可选用第二形式;若为增大夹紧行程,可选用第一种形式。

图11-6 螺旋夹紧装置
1—螺杆 2—可换螺母 3—螺钉 4—压块 5—工件
 (https://www.xing528.com)
(https://www.xing528.com)
图11-7 螺旋压板夹紧装置
a)第一种形式 b)第二种形式 c)第三种形式
(4)偏心夹紧装置 偏心夹紧装置的特点是通过具有偏心量零件的转动来实现对工件的迅速夹紧,并且能够自锁,如图11-8所示。偏心夹紧装置操作简单、方便,但它的夹紧力和夹紧距离有一定限制,自锁性也不是很好,因此这种装置适用于振动较小和夹紧力不大的情况。
(5)杠杆夹紧装置 杠杆夹紧装置是利用杠杆原理,将夹紧力通过压板传递到工件上的。杠杆夹紧装置,由球头螺钉、平压板、槽用螺栓、垫圈、弹簧及螺母组成(见图11-9),适用于平面夹紧。

图11-8 偏心夹紧装置
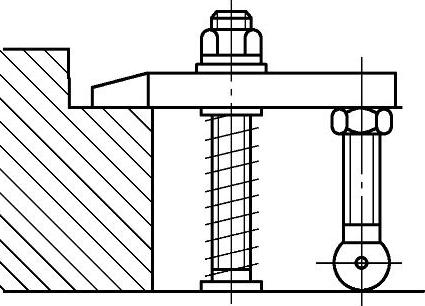
图11-9 杠杆夹紧装置
(6)定位夹紧装置 定位夹紧装置是使工件同时得到定位与夹紧的装置。定位夹紧所用的元件一般是V形支承、弓形夹、回转板、双向夹紧卡爪、三爪自定心卡盘等。图11-10所示为轴类工件的定位夹紧。
(7)液压夹紧装置 液压夹紧装置是以液压作为动力的夹紧装置。该装置需要设置液压泵站或利用气液增压器提供的高压油来驱动液压缸夹紧工件。
3.夹紧力的确定
在钻削过程中,要使工件在夹具中已确定的位置始终保持不变,就必须将它紧固和夹紧。工件所需的夹紧力的大小应能与在加工过程中所产生的切削力、重力、支承反力和惯性力等各力平衡。在组合夹具的组装过程中,夹紧装置一般由组装工人根据经验来选择确定,通常都能够满足夹紧力的要求。如果需确保夹紧装置的安全性,就需要计算出夹紧力的大小,从理论上对夹紧力的大小进行定量的分析。一般夹紧力的大小参照切削力的大小来进行计算。切削力的大小可根据金属切削原理进行计算。切削力数值乘以一个安全系数,即为真正需要的夹紧力:
Fr=KP
式中Fr——需要的夹紧力;
P——在最不利的情况下,由切削原理公式计算得出的理论上的切削力;
K——安全因数,其数值一般为2~3,对于精加工取较小值,对于粗加工取较
大值。

图11-10 定位夹紧装置
计算出所需的夹紧力以后,还应该计算出夹紧结构所能产生的夹紧力F。显然,F应大于或等于Fr才算可靠。
选用哪种夹紧装置,还必须根据工件的形状、工艺方法、加工批量以及夹紧部位等来决定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。