



钻模是用在钻床上,借助于其中的定位元件及夹紧装置,使钻头对工件保持正确位置的夹具。图11-1a所示为轴套的零件图,其上需钻ϕ12H9孔,为满足图样要求,并提高工作效率,设计制造了在钻床上钻削该孔所用的钻模,如图11-1b所示。
和其他夹具一样,钻模也是由定位元件、夹紧装置、导向元件和夹具体等几个部分组成。图11-1b所示的钻模,由以下元件和装置组成:
1)定位元件。保证工件在夹具中具有正确的加工位置的元件,称为定位元件。图11-1b中定位心轴3可保证ϕ12H9孔中心线对ϕ40孔中心线的垂直度,定位销7则保证ϕ12H9孔的对称度。
2)夹紧装置。保证已确定的工件位置在加工过程中不发生变更的装置,称为夹紧装置。图11-1b中的螺母4和开口垫圈5,通过定位心轴3前端的螺纹把工件夹紧在夹具上,以保证工件在加工过程中不产生位移。
3)引导元件。用来引导刀具并与工件有相对正确位置的元件,称为引导元件。引导元件主要有刀具导向元件、对刀装置和靠模装置等。例如,图11-1b中的钻套1用来引导钻头到正确位置上钻孔,同时增加钻削钻头的稳定性,提高加工精度。
4)夹具体。夹具体是组成夹具的基体,它与钻床工作台连接,并将钻模上的其他元件和装置联成一体,如图11-1b中的夹具体6是组成夹具的基础件,它将上述各元件、装置连成一整体。因此,夹具体必须要有足够的强度、刚性及足够的容屑空间和排屑口,以保证切削液畅通,同时要求其结构简单,具有良好的工艺性。(https://www.xing528.com)
通常,夹具体按毛坯制造方法可分为铸造夹具体、焊接夹具体、锻造夹具体和装配式夹具体四种。其中:铸造夹具体可获得各种复杂的形状且刚性、强度较好,但生产周期长;焊接夹具体易于制造,生产周期短,重量轻,适用于结构较简单的夹具体;锻造夹具体只适用于尺寸不大,形状简单的夹具体,装配式夹具体是由标准毛坯件连接装配而成的夹具体,常用于封闭式或半封闭式结构中。
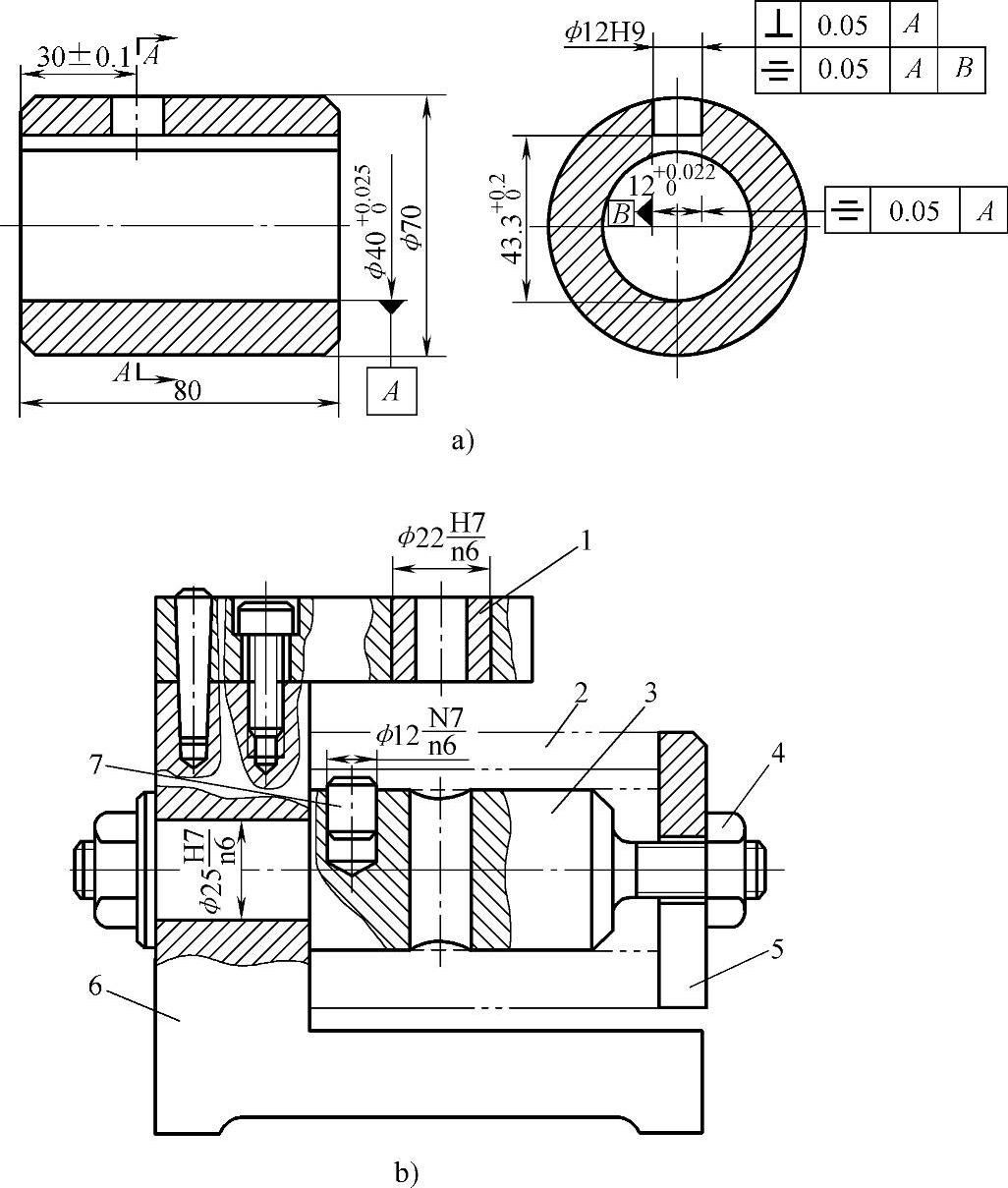
图11-1 轴套及钻模
a)轴套 b)轴套钻模 1—钻套 2—工件 3—定位心轴 4—螺母 5—开口垫圈 6—夹具体 7—定位销
5)其他元件。有些钻模除了以上四种元件和装置外,还有分度、对定装置等其他元件及装置。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。