



为保证螺纹连接的可靠、紧固,螺纹连接的操作必须按必要的操作方法进行。
1.螺纹连接装拆工具
由于螺栓、螺柱和螺钉的种类繁多,因此螺纹连接装拆的工具也很多。常用的装拆工具有活扳手及各种固定扳手、内六角扳手、套筒扳手、棘轮扳手、锁紧扳手等,如图10-18所示。
螺纹连接装拆工具的选用应根据螺母、螺钉、螺栓的头部形状及大小,装配空间,技术要求,生产批量等因素进行综合考虑。
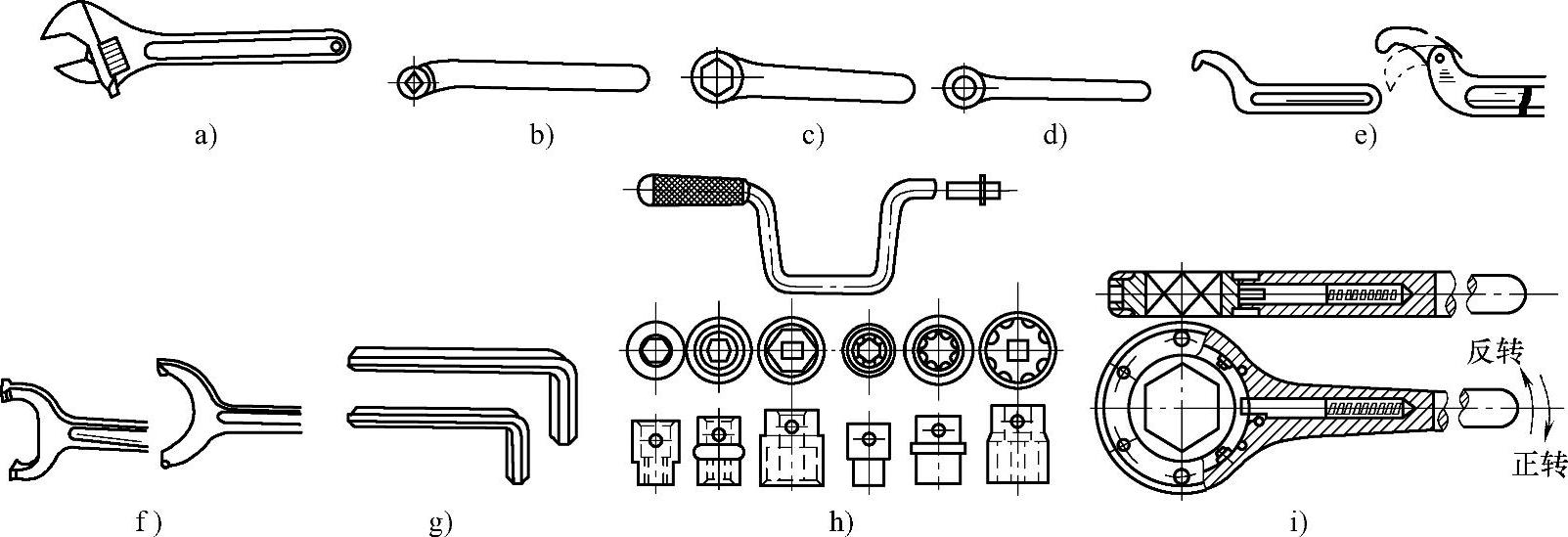
图10-18 常用的螺纹连接装拆工具
a)活扳手 b)方形呆扳手 c)六方呆扳手 d)梅花呆扳手 e)钩头锁紧扳手 f)U形锁紧扳手 g)内六角扳手 h)成套套筒扳手 i)棘轮扳手
2.螺纹连接的操作要点
螺纹连接操作操作要点如下:
(1)螺栓连接的操作 螺栓连接由螺栓、螺母和垫圈组成,主要用于被连接件不太厚且能形成通孔部位的连接。
螺栓连接有两种:一种是承受轴向拉伸载荷作用的连接(见图10-19a),这种受拉螺栓的杆身与孔壁之间允许有一定的间隙;另一种是承受横向作用力的受剪螺栓连接(见图10-19b),这种螺栓连接的被连接件的孔需要铰制,孔与无螺纹杆身部分采用基孔制的过渡配合或静配合,因此能准确地保证被连接件的相对位置,并能承受横向载荷作用时所引起的剪切和挤压作用力。
采用螺栓装配时,应根据被连接件的厚度和孔径来确定螺栓、螺母和垫圈的规格及数量。一般螺纹杆长度应等于被连接件、螺母和垫圈三者厚度之和,另外加1~2d(d为螺栓的直径)的余量即可。
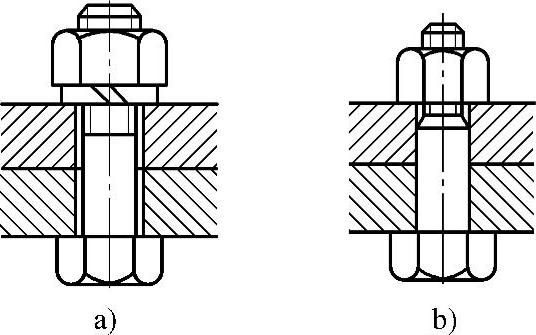
图10-19 螺栓连接
a)受拉螺栓连接 b)受剪螺栓连接
连接时,将螺栓穿过被连接件上的通孔,套上垫圈后用螺母旋紧。紧固时,为防止螺栓随螺母一起转动,应分别用扳手卡住螺栓头部和螺母,向反方向扳动,直至达到要求的紧固程度为止。另外,紧固时必须对拧紧力矩加以控制,拧紧力矩太大,会出现螺栓拉长、断裂和被连接件变形等现象;拧紧力矩太小,不能保证被连接件在工作时的要求和可靠性。对拧紧力矩的大小有特别要求的螺栓连接,可采用力矩扳手拧紧。
(2)螺柱连接的操作 双头螺柱连接主要用于连接件较厚、不宜用螺栓连接的场合。双头螺柱的装配应保证双头螺柱与连接件螺纹的配合有足够的紧固性,保证在装拆螺母的过程中无任何松动现象。通常螺柱紧固端应采用具有足够过盈量的配合,也可用台阶形式固定在连接件上,如图10-20所示。有时也采用把最后几圈螺纹做得浅一些以达到紧固的目的。当双头螺柱旋入软材料螺孔时,其过盈量要适当大些,还可以把双头螺柱直接拧入无螺纹的光孔中(称光孔上丝)。
连接时,把双头螺柱的旋入端拧入不通的螺孔中,另一端穿上被连接件的通孔后套上垫圈,然后拧紧螺母。拆卸时,只要拧开螺母,就可以使被连接件分离开。
双头螺柱的轴线必须与连接件表面垂直,装配时,可用直角尺进行检验。如果发现较小的偏斜,可用丝锥校正螺孔后再装配,或将装入的双头螺柱校正至垂直。但偏斜较大时,不得强行校正,以免影响连接的可靠性。
装入双头螺柱时必须用油润滑,以免旋入时产生“咬住”现象,也便于以后的拆卸。由于双头螺柱没有头部,无法直接将其旋入紧固,故常采用双螺母对顶或螺钉与双头螺柱对顶的方法,也可采用专用工具拧紧的方法,如图10-21所示。
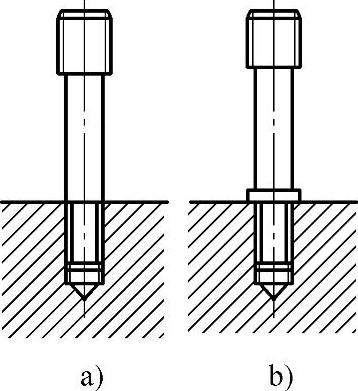
图10-20 双头螺柱的紧固形式
a)过盈配合 b)具有台阶的紧固
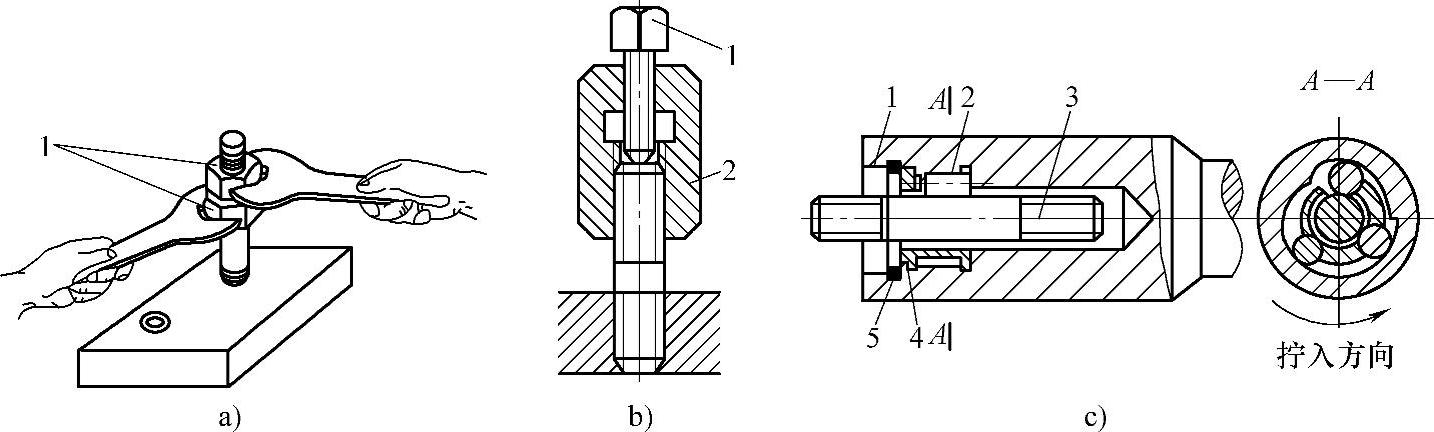
图10-21 双头螺柱的装配方法
a)用双螺母拧紧 1—螺母 b)用长螺母拧紧 1—止动螺钉 2—长螺母 c)用专用工具拧紧 1—工具体 2—滚柱 3—双头螺柱 4—限位套筒 5—凹槽挡圈
图10-21a所示为用双螺母对顶的方法。装配时,先将两个螺母相互锁紧在双头螺柱上,然后用扳手扳动上面一个螺母,把双头螺柱拧入连接件的螺纹孔中固定。
图10-21b所示为用螺钉与双头螺柱对顶的方法。用螺钉来阻止长螺母和双头螺柱之间的相对运动,然后扳动长螺母,双头螺柱即可拧入连接件的螺纹孔中。松开螺母时,应先使螺钉回松。
图10-21c所示为专用工具拧紧双头螺柱的方法。专用工具中的三个滚柱2放在工具体1空腔内,由限位套筒4确定其圆周和轴向位置。限位套筒4由凹槽挡圈5固定,滚柱2松开和夹紧由工具体1内腔曲线控制。滚柱2应夹在双头螺柱3的光滑部分,按图10-21c所示箭头方向转动工具体1即可拧入双头螺柱3,反之可松开双头螺柱3。拆卸双头螺柱的工具,其凹槽曲线应和拧入工具的曲线方向相反。
(3)螺栓的拧紧 螺栓至少要分两次拧紧,同时,还要选择适当的拧紧顺序。螺栓按顺序拧紧是为了保证螺栓群中的每一个螺栓的受力都均匀一致。螺栓的拧紧有两项要求:一个是螺栓本身的拧紧次数,另一个是螺栓间的拧紧顺序。螺栓的拧紧顺序可参照法兰型结构(见图10-22a)和板式、箱型结构(见图10-22b、c)两种类型进行。
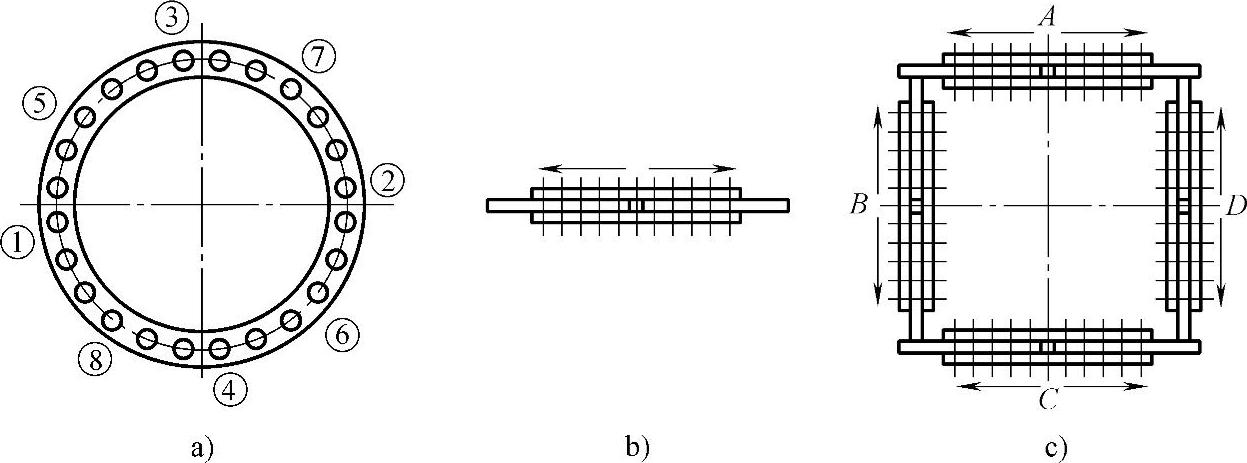
图10-22 法兰、板式、箱型节点高强度螺栓拧紧顺序(https://www.xing528.com)
a)法兰 b)板式节点 c)箱型节点
1)法兰型结构的螺栓拧紧顺序。该类螺栓的分布多呈环状,这是为了在法兰连接中使螺栓均匀受力,以保证稳定的密封性能,图10-23所示为压力试验时的盲板螺栓拧紧顺序。
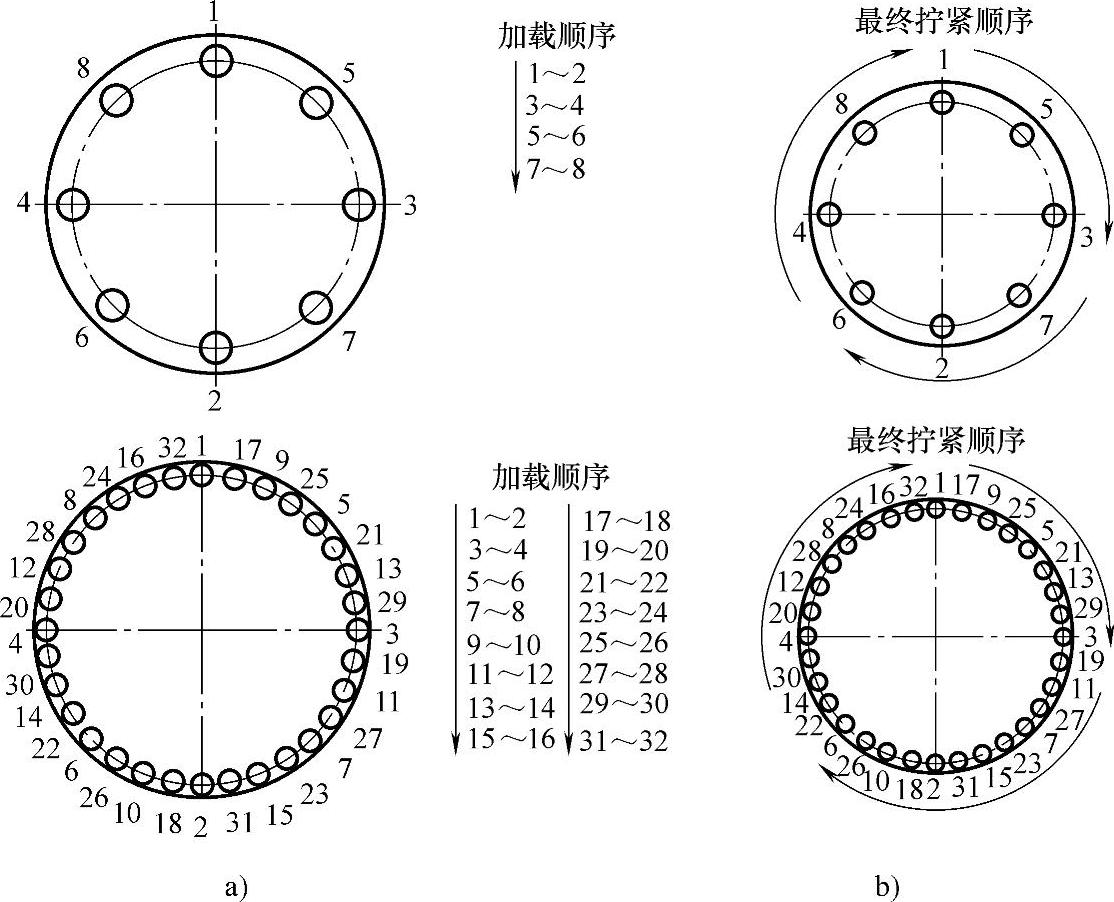
图10-23 螺栓的拧紧顺序
a)加载拧紧时的对角拧紧顺序 b)最终拧紧时的依次拧紧顺序
预拧主要是通过螺栓将密封圈与法兰盲板正确地摆放在接管法兰上,故螺栓间的连接仅仅是拧上,不需要拧紧。预拧对于呈垂直和倾斜状态的法兰盲板的摆放,尤其对密封质量的影响是不可忽略的。对于凸凹形法兰,只有在保证密封垫圈镶入准确后,才可进行后续的加载拧紧。
预拧经检验,确认密封垫圈的放置合乎要求,各个螺栓都均匀地处于刚刚受力的状态后,便可进行加载拧紧(螺栓的加载拧紧顺序可参见图10-23a)。加载拧紧的次数与螺栓的直径和螺纹的牙型有关,如拧紧次数随螺栓的直径增大而增多,螺纹齿形为梯形或锯齿形时需增加拧紧次数。
在最终的拧紧过程中,拧紧顺序需从第一点开始依次进行(见图10-23b),这与加载拧紧顺序是截然不同的,但最终拧紧的次数与加载拧紧的规律相同。
2)板式、箱型节点高强度螺栓拧紧顺序。板式、箱型节点高强度螺栓以向四周扩展,或从节点板接缝中间向外、向四周依次对称拧紧的顺序进行(见图10-22b、c)。
3)其他结构类型上的高强度螺栓拧紧顺序。除上述结构外,对其他类型结构的高强度螺栓的初拧和终拧顺序一般都是从螺栓群的中部向两端、四周进行,如图10-24所示。
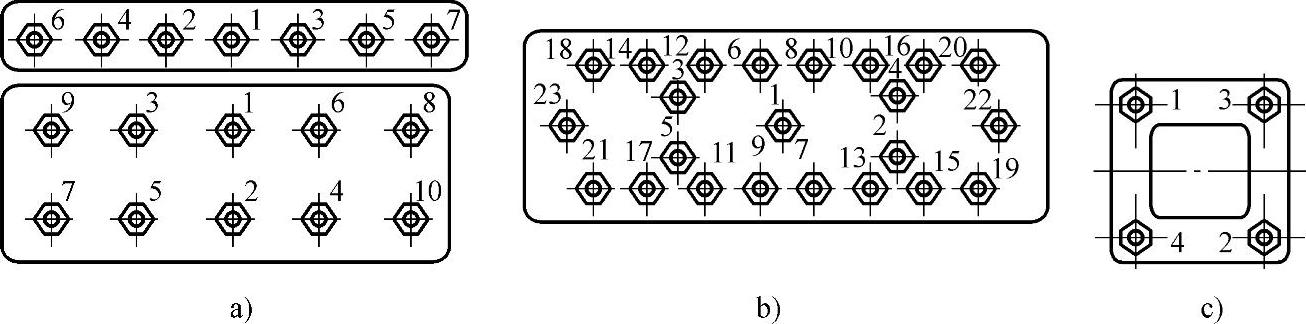
图10-24 拧紧成组螺栓或螺母的顺序
a)、b)一排及多排螺栓加载拧紧顺序 c)矩形排列螺栓拧紧顺序
对于阀门、膨胀节、截止阀、疏水阀、减压阀、安全阀、节流阀、止回阀、锥孔盲板等管路上的控制元件,在管路连接时,还必须保证这些元件的安装方向与介质的流动方向一致。
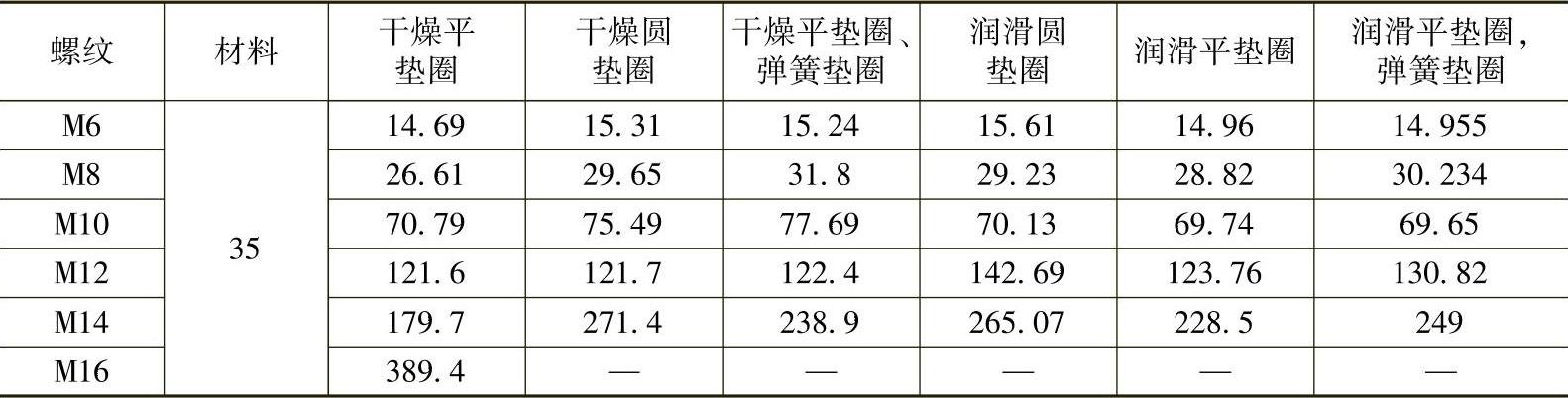
(4)螺纹连接的拧紧力矩 为达到螺纹连接可靠和紧固的目的,要求螺纹牙间有一定的摩擦力矩,所以螺纹连接装配时应有一定的拧紧力矩,以使螺纹牙间产生足够的预紧力。对不同材料和直径的螺纹拧紧力矩,可参照表10-19或按设计要求。
表10-19 螺纹连接最大拧紧力矩(单位:N·m)
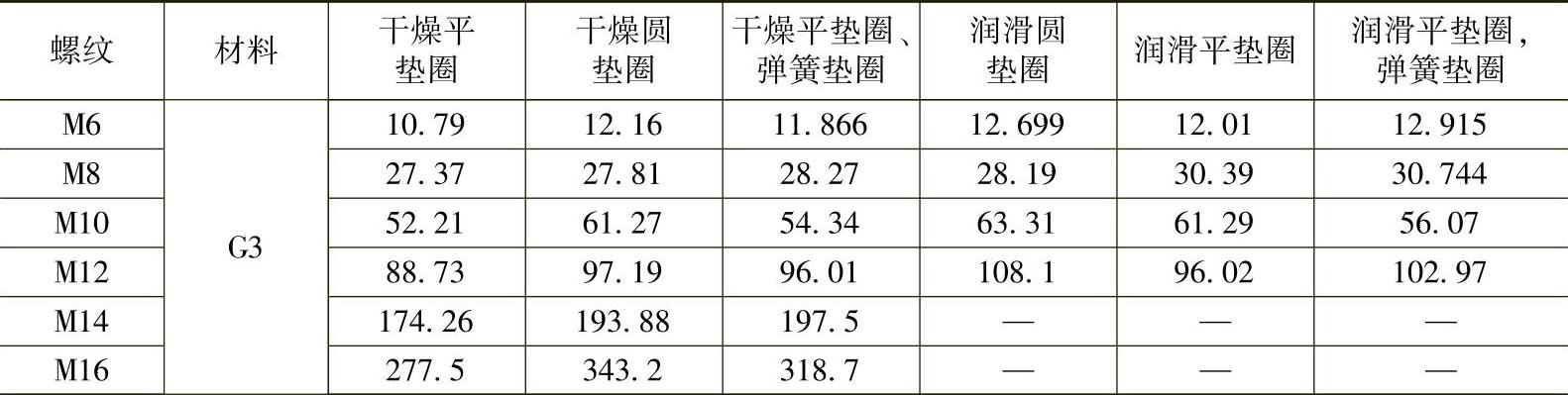
(续)
装配时,对有特殊控制螺纹力矩预紧力要求的应采用测力扳手控制拧紧力矩的大小。测力扳手的结构如图10-25所示。
此外,还可通过控制螺母拧紧时应转过的角度来控制预紧力,或通过控制螺栓伸出的长度来控制预紧力,从而达到控制拧紧力矩大小的目的。
(5)注意事项 螺纹连接时,除了按一定拧紧力拧紧螺母、螺钉外,还应注意以下几点:
1)参与装配连接的螺纹杆不能产生弯曲变形,螺钉头部、螺母底面应与连接件表面贴合平整。螺母紧固时应加垫圈,以防损伤贴合表面。
2)被连接件应均匀受压,互相紧密贴合,连接牢固。
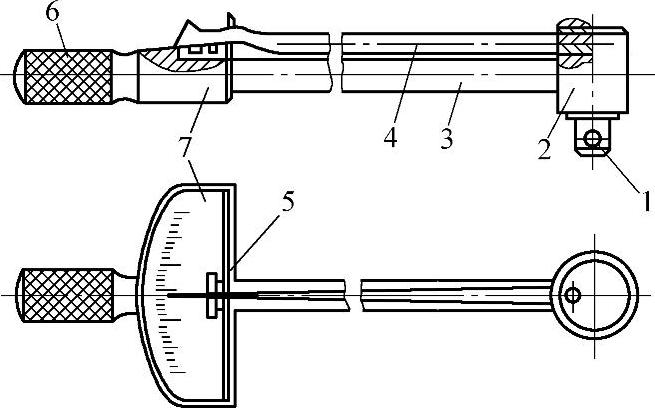
图10-25 测力扳手
1—钢球 2—柱体 3—弹性扳手柄 4—长指针 5—指针尖 6—手柄 7—刻度盘
3)装配在同一位置的螺钉应保持长短一致,松紧均匀。
4)为了润滑和防止生锈,在螺纹连接处应涂润滑油。
5)连接件在工作中有振动或冲击时,为了防止螺钉和螺母松动,必须采用可靠的防松装置。防松措施的选用可参照表10-17进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。