



铆接的方法主要有手工铆接和机械铆接两种。一般由铜、铝等塑性较好的非铁金属制成的铆钉通常用于冷铆。对钢铆钉,冷铆的最大直径,一般手铆为ϕ8mm,铆钉枪铆为ϕ13mm,铆接机铆为ϕ20mm。在铆接Q345高强度低合金结构钢和直径较大的铆钉时,需采用热铆,即将铆钉加热到一定温度后再铆接。热铆铆钉的加热温度为1000~1300℃,终铆温度不得低于500~600℃,以免铆钉温度降到材料蓝脆温度范围,致使铆钉产生裂纹。
1.手工铆接的操作
手工铆接通常用于冷铆小铆钉,但在设备条件差的情况下也可以代替其他铆接方法。手工铆接的关键在于铆钉插入钉孔后,应将钉顶顶紧,然后再用锤子(铆钉锤)锤打伸出孔外的钉杆,将其打成粗帽状或打平。热铆时需将钉杆端部用与铆钉头形状基本一样的罩模盖上,然后用大锤击打罩模,并不停转动罩模,直到将铆钉铆好为止。
(1)半圆头铆钉的铆接 图10-8所示为半圆头铆钉的铆接过程。

图10-8 半圆头铆钉的铆接
a)压实连接件 b)镦粗铆钉 c)击打镦粗部分的周边 d)修整成形
铆接前,应先清理工件,即被铆接件必须平整光滑,接触面边缘上的毛刺及接触表面上的锈迹、油污等应清除干净。铆接时,将需铆接的工件对正钻孔后,把铆钉从工件下方穿入孔内,用顶模的球面坑支承钉头压紧工件,锤击压紧冲头将连接件压实(见图10-8a);再用锤子重击伸出部分,将钉孔充满并使杆头变粗(见图10-8b);用锤顶斜向击打镦粗部分的周边(见图10-8c);最后用罩模修整成形(见图10-8d)。
(2)沉头铆钉的铆接 与半圆头铆钉的铆接一样,沉头铆钉铆接前也应先清理工件,再进行铆接,半圆头铆钉铆接用的铆钉有两种:一种是现成的沉头铆钉。另一种是用圆钢按所需长度截断作为铆钉。铆接时,将截断的圆钢插入孔内。压紧连接件,将钉两头伸出部分镦粗先铆第二个面,再铆第一个面,最后修平高出部分。这种方法不易将连接件压实,很少采用。
(3)空心铆钉的铆接 空心铆钉的铆接过程如图10-9所示。同样将工件清理干净后,将铆钉插入铆钉孔,下面压实钉头,先用锥形冲子压一下,使六孔口张开并与工件孔贴紧(见图10-9a),再用边缘为平面的特制冲头边转边击打,使铆钉孔口贴平工件孔口(见图10-9b)。

图10-9 空心铆钉的铆接
a)冲开铆钉孔口 b)压平铆钉孔口
(4)紧密和密固铆接 尽管铆钉也能装以密封膏,但接头对水和气体都起不到密封作用。对有紧密和密固要求的构件铆接,除按上述要求进行铆接操作外,还应对铆钉或铆件端面接缝处进行加强密固作用,常用的操作方法为捻钉与捻缝。
1)捻钉。图10-10所示的铆钉头上如果有帽,则应先用切边錾切去(切帽沟痕深<0.5mm),然后用捻凿对钉头捻打,环绕一周使它与板面紧密贴合。
2)捻缝。用捻凿将铆件端面接缝处捻打出90°的坡口,使两铆件接缝严实,如图10-11所示。

图10-10 捻钉

图10-11 捻缝
2.机械铆接的操作
机械铆接主要有气动铆和液压铆等几种。气动铆是利用压缩空气推动气缸内的活塞板块作往复运动,冲打安装在活塞杆上的冲头,使之在急剧地锤击下完成铆接工作。液压铆则是利用液压原理进行铆接的方法,分为固定式和移动式两种。固定式液压铆接机一般只用于铆接特定产品,配有自动进出料装置,因此生产率高,劳动强度低,主要适用于批量大的定型产品铆接;移动式液压铆接机根据产品需要,设有前后、左右移动装置,甚至还有上下升降装置,是目前一种较理想的铆接设备。
由于机械铆接的速度快,热铆时,为保证铆接结束后的铆钉温度不至于较高而导致强度下降,影响铆接质量,进行机械铆接的加热温度一般应为800℃左右,必要时,可采取对铆钉两侧浇水降温,进行人工强制冷却。
3.铆接工艺要点
合理的铆接加工工艺是保证铆接质量的前提条件,以下各项中的任何一项出现问题,都将影响铆接质量。
(1)铆钉直径d的确定 铆接时,若铆钉直径过大,则铆钉头成形困难,且容易使板料变形;若铆钉强度过小,则铆钉强度不足,会造成铆钉数目增多,给施工带来不便。铆钉直径d的选择主要是根据铆接件的厚度t来确定,而铆接件的厚度t又依照以下三条处理原则来确定:①板搭接时,如果厚度相近,则按较厚板计算;②厚度相差大时,按薄板计算;③板料与型材铆接时,按两者平均厚度算。通常,被铆件总厚度不应超过铆钉直径的4倍。铆钉直径d的计算可按以下公式计算,但在大批生产时,事先应试铆修正。(https://www.xing528.com)

式中t——铆接件的厚度(mm);
d——铆钉直径(mm)。
此外,铆钉直径也可查表10-3确定。
表10-3 铆钉直径d的选择(单位:mm)

(2)铆钉长度L的确定 铆接时,若铆钉杆过长,铆成的钉头就过大或过高,而且在铆接过程中容易使铆钉杆弯曲;若铆钉杆过短,则铆钉头成形不完整,影响铆钉强度。铆钉所需的长度L应根据铆接件的总厚度∑t和应留作铆合头的部分来确定,也可按以下公式计算确定:
L=1.1∑t+1.4d(半圆头)
L=1.1∑t+1.1d(半沉头)
L=1.1∑t+0.8d(沉头)式中∑t——铆接件的总厚度(mm);
d——铆钉直径(mm)。
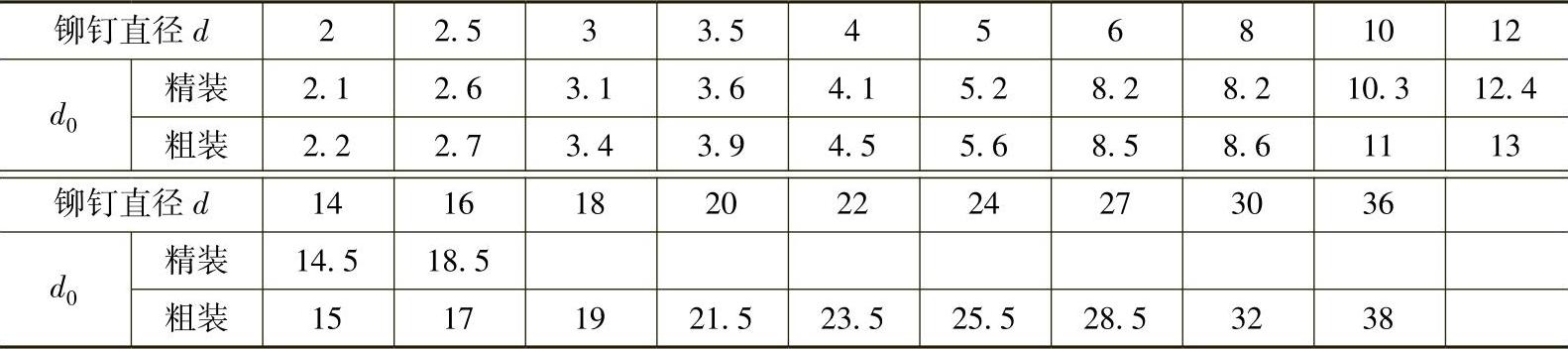
(3)铆钉孔直径d0的确定 铆钉孔直径d0与铆钉直径d的配合必须适当,如果孔径过大,则铆接时铆钉杆容易弯曲,影响铆接质量;如果孔径与铆钉直径相等或过小,铆接时就难以插入孔内或引起板料凸起或凹陷,造成表面不平整,甚至造成铆钉膨胀而挤坏板料。
一般说来,冷铆时,铆钉孔直径d0与铆钉直径d应接近;角钢与板料铆接时,孔径应加大2%;热铆d0应稍大于d;多层板铆接时,孔应先钻后铰(留铰孔量0.5~1mm)。铆钉钉孔直径可参考表10-4选择。
表10-4 铆钉孔直径d0(单位:mm)
4.铆接操作注意事项
铆接为永久性连接,如果在维修时必须拆卸,铆钉就应被钻掉并更换,而需要保证连接工件的尺寸偏差小于±0.03mm时,就不能采用铆接加工。
铆接质量可分别用目测、锤测等方法进行检验。
目测方法主要用于检查铆钉表面的质量和缺陷,如铆钉钉头的大、小、有无裂纹、是否歪头、铆钉钉头和板面是否有伤等。也可用小锤敲击铆钉钉头,通过分辨其发出的声音来检查铆钉紧密程度是否合格。
若发现不符合要求的铆钉应将其去除重铆。去除的方法是用手提式气钻从铆钉头端将其钻除,注意不可影响铆钉孔尺寸。若两次重铆均不符合要求,则该铆钉孔就不能再按原孔径铆接,需将孔径加大并重新选用铆钉补铆。否则,不能保证铆接质量。
此外,铆接操作时一定要遵守安全、文明生产要求。操作过程中应注意以下事项:
1)保持工作环境的整洁,保证有足够的操作空间。工件和工具都要摆放在指定的地点,并摆放整齐。操作时,应将个人防护用品穿戴齐全。
2)热铆时,加热炉应有良好的防火、除尘及排烟设施。每次使用完后,要将火熄灭并清理干净。加热后的铆钉需扔、接时,操作工具要齐全,操作者要密切配合,并掌握正确的扔、接技术。
3)使用铆钉枪铆接时,严禁枪口平端对人。停止使用时,一定要将插在枪筒内的罩模取下,随用随装,养成良好的操作习惯。
4)手工铆接时,要掌握锤子的操作方法。垫着罩模进行修形时,要注意防止击偏,使罩模弹起伤人。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。