



铆接的劳动强度大,操作噪声也大,且生产率较低,经济性与紧密性均低于焊接和高强度螺栓连接,同时铆钉孔使连接件截面强度降低15%~20%,但铆接具有的加工工艺简单、连接可靠、抗振动、耐冲击、韧性与塑性高于焊接的优点,使得铆接在异种金属的连接、某些重型和经常承受动载荷作用的钢结构中依然得到广泛应用。
1.铆接的种类
铆接按其铆接温度的不同,可分为热铆和冷铆;按使用要求的不同,可分为铰接铆接、强固铆接、紧密铆接及强密铆接。
1)热铆。热铆指将铆钉加热到一定温度后再进行的铆接。将铆钉杆直径>10mm的钢铆钉加热到1000~1100℃后,再以650~800N力锤合,可得到较好的连接紧密性。在进行热铆时,要把铆钉孔径放大0.5~1mm,以便使铆钉在热态下容易插入。铆接时,铆钉杆由于与铆钉孔之间有间隙,故不参与传力。
2)冷铆。冷铆指铆接时不需将铆钉加热,直接镦出铆合头的铆接。铜、铝等塑性较好的非铁金属制成的铆钉通常用于冷铆。钢铆钉冷铆的最大直径,一般手铆为ϕ8mm,铆钉枪铆为ϕ13mm,铆接机铆为ϕ20mm。铆接时,铆钉杆被镦粗而胀满铆钉孔,故可以参与传力。
3)铰接铆接。铰接铆接指铆钉只构成不可卸的销轴,被连接的部分可相互转动,如各种手用钳、剪刀、圆规等的铆接。
4)强固铆接。强固铆接主要用于飞机蒙皮及框架、起重建筑的桁架等要求连接强度高的场合,铆钉受力较大。
5)紧密铆接。紧密铆接用于接合缝要求紧密、防漏的场合,如水箱、油罐、低压容器等的铆接,铆钉受力较小,铆缝中常夹有橡胶或其他填料。
6)强密铆接。强密铆接又称密固铆接,用于要求铆钉能承受大的作用力,又要求接缝紧密的场合,如蒸汽锅炉、压缩空气罐及其他高压容器的铆接。
2.铆钉种类与用途
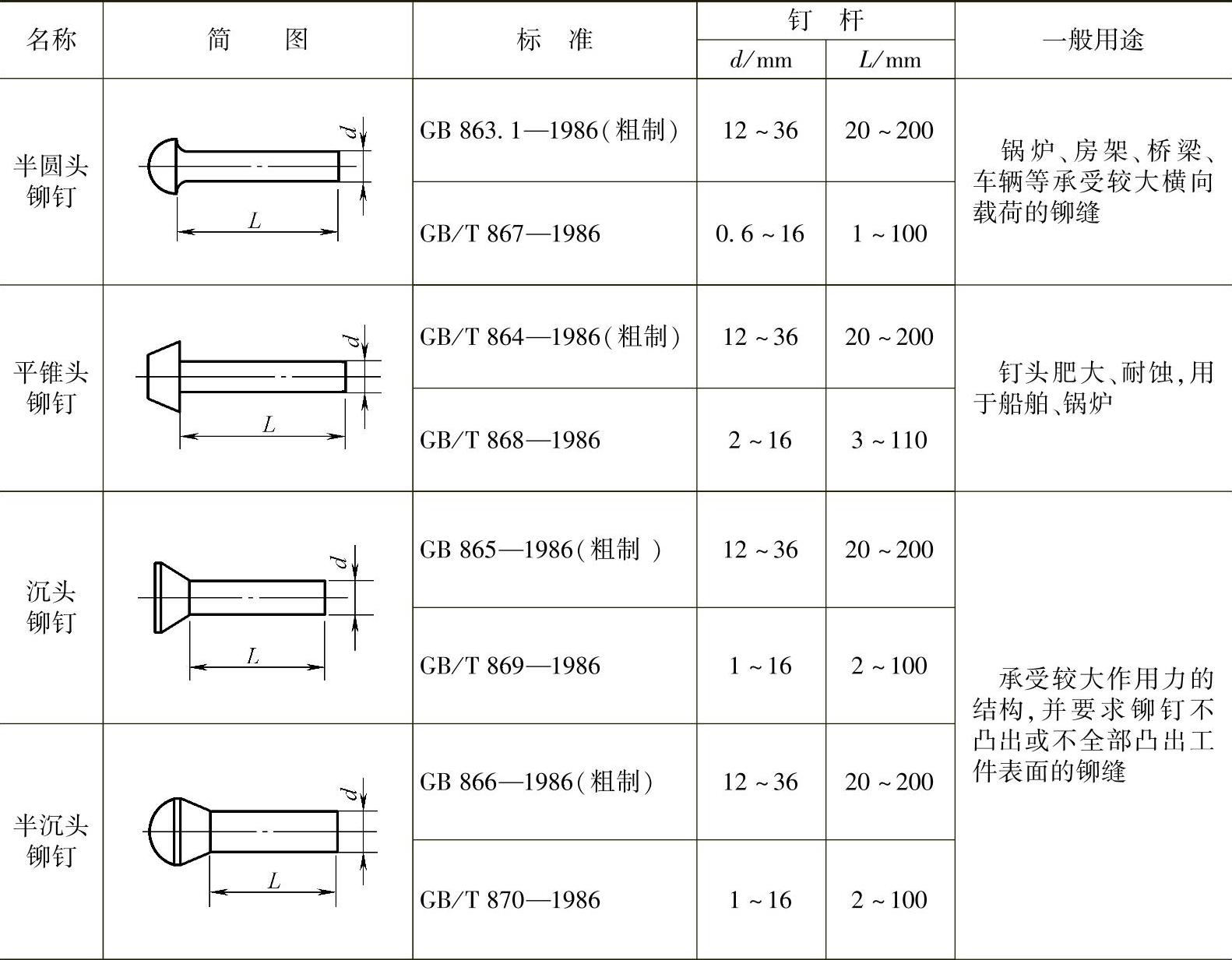
铆钉是铆接结构中最基本的连接件,它由圆柱铆杆、铆钉头和镦头所组成。铆钉的种类很多,在钢结构连接中,常见的铆钉形式有半圆头铆钉、平锥头铆钉、沉头铆钉、半沉头铆钉、平头铆钉、扁圆头铆钉和扁平头铆钉等。其中,半圆头铆钉、平锥头铆钉和平头铆钉用于强固铆接;扁圆沉头铆钉用于铆接处表面有微小凸起、防止滑跌的地方或非金属材料的连接;沉头铆钉用于工件表面要求平滑的铆接。
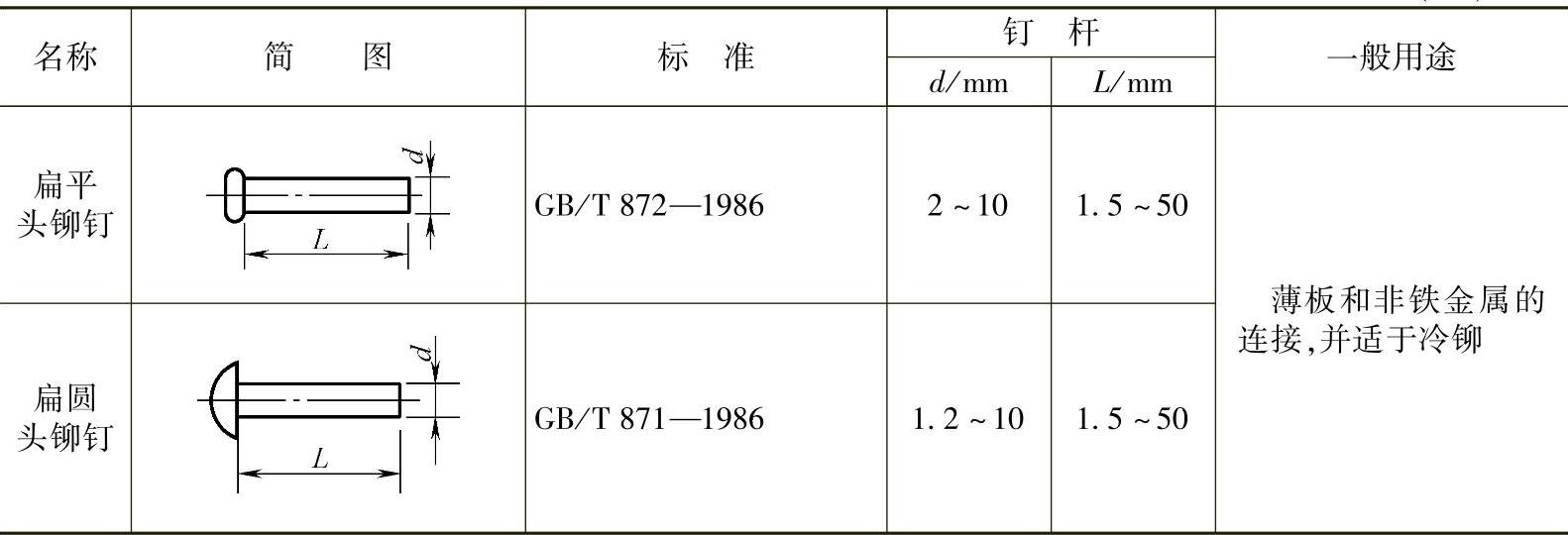
选用铆钉时,铆钉材质应与被铆件相同,且应具有较好塑性。常用钢铆钉材质有Q195、Q235、10、15钢等;铜铆钉材质有T3、H62等;铝铆钉材质有1050A、2A01、2A10、5B05等。常见铆钉的种类及用途参见表10-1。
表10-1 常见铆钉的种类与用途
(续)
除此之外,在小型结构中,常用图10-2所示的空心或开口铆钉。

图10-2 空心或开口铆钉
a)半空心式 b)空心式 c)开口式 d)压合式 e)螺纹式 f)钻通式
半空心铆钉在技术条件和装配合适时,这种铆钉本质上相当于实心元件,因为孔深刚够形成铆钉头,主要用于铆合头压力不很大的连接。空心铆钉用于纤维、塑料板和其他软材料的铆接。
3.铆接的基本形式
铆接件连接的基本形式是由零件相互结合的位置所决定的,有搭接连接、对接连接和角接连接三种,如图10-3所示。

图10-3 铆接件的连接形式
a)搭接连接 b)对接连接 c)角接连接
铆钉的排列形式有单排、双排和多排等,如图10-4所示。铆钉的排列形式也称铆道。(https://www.xing528.com)
通常,当角钢、槽钢和工字钢的边宽≤120mm时,可用单排铆钉;当边宽≥120~150mm时可用双排铆钉;当边宽≥150mm时,可用并列双排或双排以上铆钉,但排距不小于3个铆钉的直径。铆钉的间距按国标要求,一般应符合表10-2的规定。
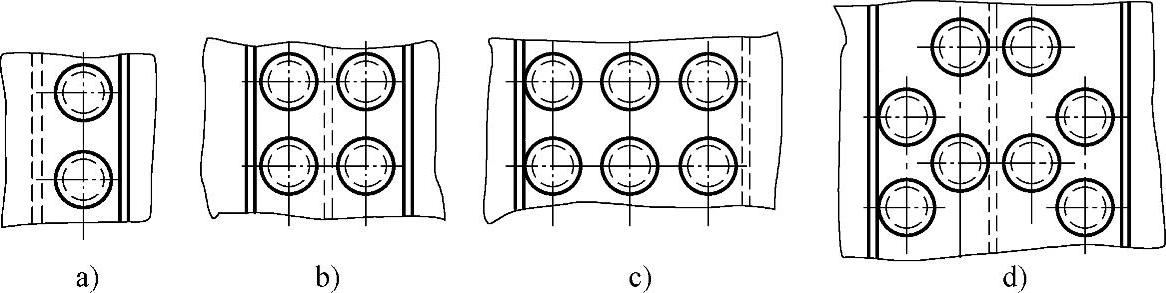
图10-4 铆钉的排列形式
a)单排 b)双排 c)多排 d)交错
表10-2 铆钉间距和边距

注:1.t为较薄板板厚,d0为钉孔直径,p为间距,e1、e2为边距。
2.钢板边缘与刚性构件(如角钢、槽钢等)连接时,铆钉最大间距可按中间排确定。
3.非铁金属和异种材料铆接时的铆钉间距和边距推荐值为t=(0.5~3)d0,e1≥2d0,e2=(1.8~2)d0。
4.铆接的设备及工具
铆接常用的设备有铆钉枪和铆接机等,铆接工具主要有锤子和压紧冲头等。
1)铆钉枪。铆钉枪又称风枪,主要由罩模、枪体、扳机、管接头和冲头等组成,如图10-5所示。枪体顶端孔内可安装各种罩模或冲头等,以便进行铆接或冲钉操作;管接头连接胶管,通入压缩空气(一般压力为0.4~0.6MPa)作为铆钉枪的工作动力。铆接时,按动铆钉枪扳机,压缩空气通过配气活门,推动风枪内的活塞以极快的速度往返运动而产生冲击力,锤击罩模进行铆接。
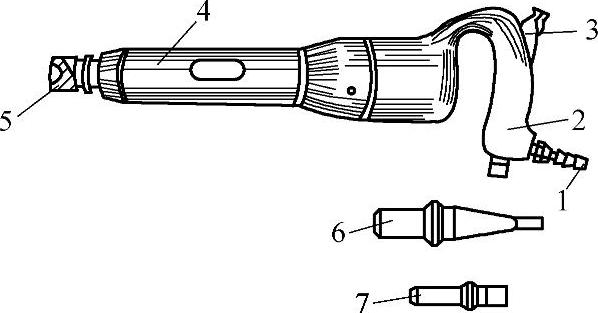
图10-5 铆钉枪
1—风管接头 2—平把 3—扳机 4—枪体 5—罩模 6—冲钉头 7—铆平头
铆钉枪操作容易,轻便灵活,安全性好,因而应用较广泛。使用前,应在进气管接头处滴入少量全损耗系统用油,以保证工作时不至于因干摩擦而损坏;接管时,应先用压缩空气把胶管内的脏物吹尽,以免其进入铆钉枪体内影响铆钉枪的工作和使用寿命。铆钉枪更换其工作头部,也可做铲剔、锤击等工作。
2)铆接机。铆接机是利用液压或气压产生的压力使钉杆变形并形成铆钉头的铆接设备。铆接机有固定式和移动式两种。固定式铆接机的生产率很高,但由于设备投资费用较高,故只适用于专业生产中;移动式铆接机工作灵活性好,因而应用广泛。
液压铆接机由机架、液压缸、活塞、罩模和顶模等组成如图10-6所示。工作时高压油进入液压缸4,推动活塞5,带动罩模3向下运动,与顶模2配合完成铆接工作。
移动式液压铆接机通过弹簧连接器可与移动的吊车连接。弹簧连接器起缓冲作用,通过它可使铆接机移动方便,灵活性大,并可减少铆接时的振动。
3)铆接工具。铆接时所用的主要工具有锤子、压紧冲头、罩模和顶模。锤子多数使用圆头的;压紧冲头(见图10-7a)用于当铆钉插入孔后压紧被铆工件;罩模(见图10-7b)和顶模(见图10-7c)都是半圆形的凹球面,经淬火后抛光,按照铆钉半圆头尺寸制成。罩模是罩制半圆头的;顶模夹在台虎钳内,用做铆钉头的支承。
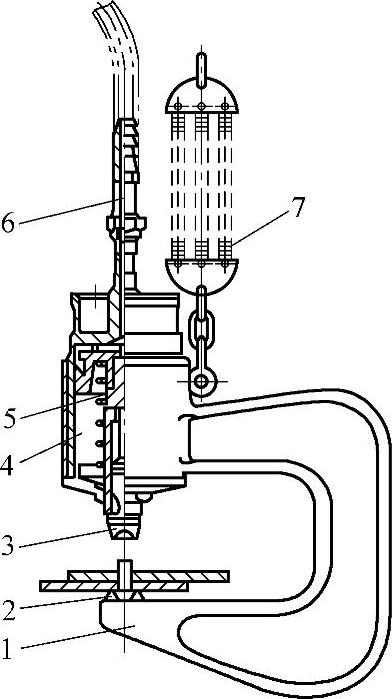
图10-6 移动式液压铆接机
1—机架 2—顶模 3—罩模 4—液压缸 5—活塞 6—管接头 7—弹簧连接器
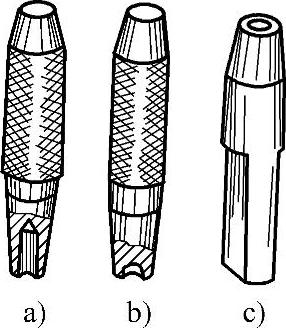
图10-7 铆接工具
a)压紧冲头 b)罩模 c)顶模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。