



【摘要】:图7-25 研磨丝锥前刃面2.修磨丝锥切削部分后刃面当丝锥的切削部分磨损时,可在工具磨床上修磨后刃面,以保证丝锥各齿槽的切削锥角和后角的一致性。刃磨时,要注意保持切削锥角κr及切削部分长度的准确和一致性,同时,要小心地控制丝锥转动角度和压力大小来保证不损伤另一刃边,且保证原来的合理后角αp,如图7-27所示。图7-26 丝锥前角的修磨a)前刃面磨损不严重 b)前刃面磨损严重图7-27 丝锥的刃磨a)修磨切削锥角 b)修磨后角
与钻孔、铰孔加工一样,螺纹的质量与所用丝锥的质量关系极大。对于不同材质的螺纹加工,为保证螺纹质量,需要对丝锥进行修磨,而丝锥在使用一段时间经常会出现磨钝现象,也有必要将其刃磨修复,以保证其锋利,因此钳工必须熟练掌握丝锥的刃磨操作。
1.修磨丝锥前刃面
丝锥前刃面磨损不严重时,可先用圆柱形油石研磨齿槽前面,然后用三角油石轻轻研光前刃面,如图7-25所示。研磨时,不允许将齿尖磨圆。
如果丝锥磨损严重,就需在工具磨床上修磨,修磨时要注意控制好前角γp,如图7-26所示。
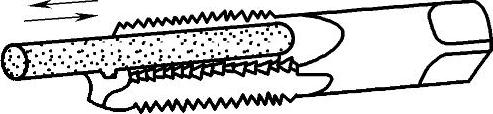
图7-25 研磨丝锥前刃面
2.修磨丝锥切削部分后刃面
当丝锥的切削部分磨损时,可在工具磨床上修磨后刃面,以保证丝锥各齿槽的切削锥角和后角的一致性。此外,也可在砂轮机上修磨后刃面。刃磨时,要注意保持切削锥角κr及切削部分长度的准确和一致性,同时,要小心地控制丝锥转动角度和压力大小来保证不损伤另一刃边,且保证原来的合理后角αp,如图7-27所示。(https://www.xing528.com)
当丝锥切削部分崩牙或折断时,应先把损坏部分磨掉,再刃磨其后刃面。
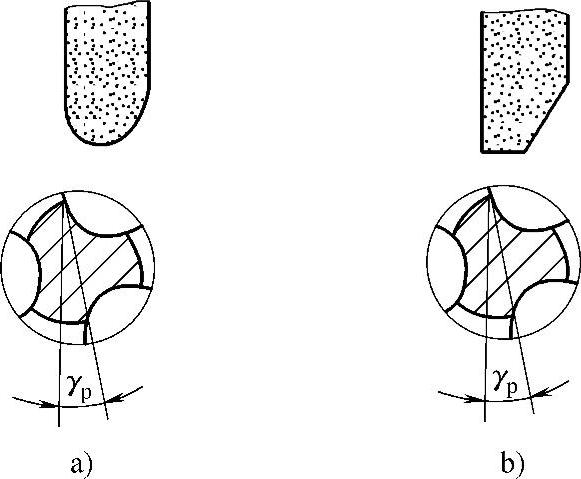
图7-26 丝锥前角的修磨
a)前刃面磨损不严重 b)前刃面磨损严重
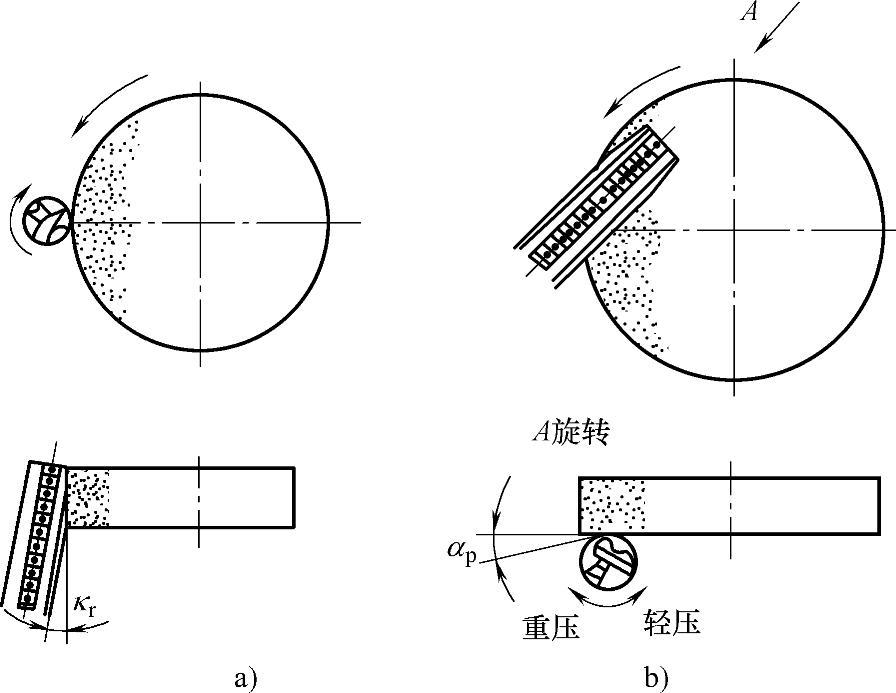
图7-27 丝锥的刃磨
a)修磨切削锥角 b)修磨后角
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。