



攻螺纹按其操作动力源的不同,可分为手工攻螺纹和机动攻螺纹。
1.手工攻螺纹的操作方法
手工攻螺纹操作方便,适应范围特别广,特别是对较大或较小直径的螺纹,或者韧性大、强度高的材料,一般都采用手工攻螺纹。手工攻螺纹除使用手用丝锥外,与手工铰孔一样,还需使用铰杠(铰杠结构可参见图6-86)。一般攻M5以下的螺纹,宜用固定式铰杠。可调铰杠有150~600mm六种规格,可攻M5~M24的螺纹。当需要攻工件高台阶旁边的螺纹或箱体内部的螺纹时,需用丁字铰杠。
(1)攻螺纹的方法 攻螺纹总体上可分为起攻、中途攻削及攻削完成三个阶段。各阶段的操作方法如下:
1)起攻握法。用头锥起攻时,一手按住铰杠中部对丝锥施加压力,另一手握住杠柄一端作顺时针旋转(见图7-14a),当切削部分切入后,再用两手握住杠柄两端均匀施加压力作旋转切入(见图7-14b)。
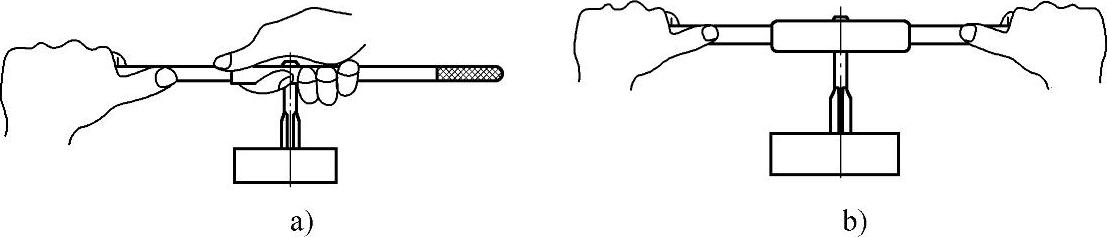
图7-14 起攻的操作
a)开始起攻 b)旋转切入
2)起攻检查。在整个起攻阶段,特别要注意丝锥与工件表面的垂直度。当丝锥切入2~3圈后,应对丝锥与工件表面的垂直度进行检查,以保证丝锥中心线与底孔中心线重合。检查的方法(检查时需将铰杠取下)有两种:①用直角尺从前后、左右两个相互垂直的方向进行检查,如图7-15所示;②凭借经验进行目测判断,以后每切入1圈都应检查一次。当丝锥切入5~6圈后,起攻阶段完成,便可进入后续攻削阶段。
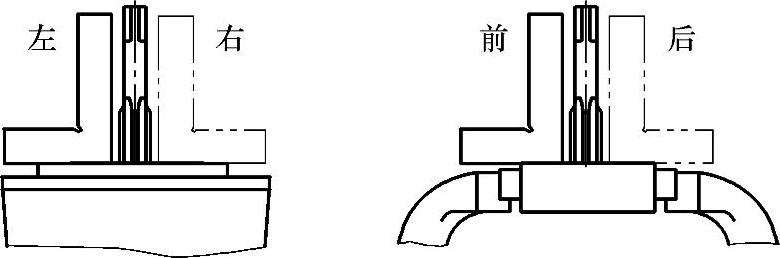
图7-15 直角尺检查丝锥垂直方法
3)纠偏校正。起攻阶段时,若丝锥发生较明显偏斜,需及时进行纠偏操作,其操作方法是:将丝锥回退至开始状态,再将丝锥旋转切入,当接近偏斜位置的反方向位置时,可在该位置适当用力下压丝锥并旋转切入进行纠偏,如此反复几次,直至将丝锥的位置校正为止,然后继续攻削,如图7-16所示。
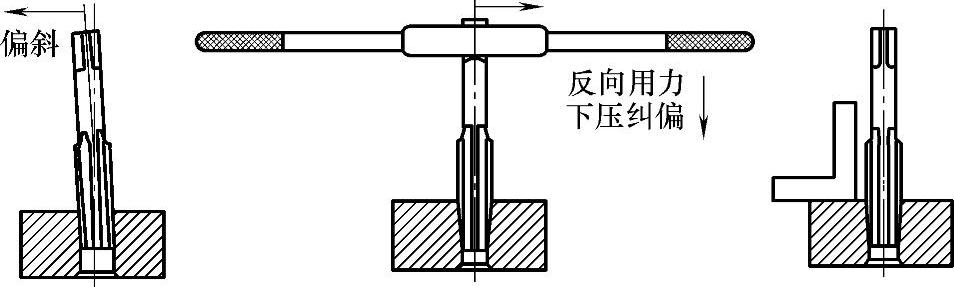
图7-16 丝锥纠偏方法
4)中途攻削。当丝锥切削部分全部切入底孔时就进入了中途攻削阶段。此阶段不需要再对丝锥施加压力,仅需旋转杠柄即可,但要注意的是:①每次扳转铰杠,丝锥的旋进不应太多,一般每次旋进1/2~1圈为宜;②M5以下的丝锥一次旋进不得大于半圈,加工细牙螺纹或精度要求高的螺纹时,每次的进给量还要减少;③攻铸铁比攻钢材时的速度可以适当加快一些;每次旋进后,再倒转约为旋进的1/2的行程,攻较深的螺纹孔时,回转的行程还要大一些,并需往复拧转几次(倒转的目的是及时自行断屑和排屑)。
5)攻削完成。攻削完成后需退出丝锥。当能用手直接旋转丝锥退出时,就不要旋转铰杠来退出丝锥,以免因旋转铰杠时产生的摆动造成对螺纹表面质量的破坏。
丝锥用完后要擦洗干净,涂上机械油,隔开放好,妥善保管,不应混装在一起,以免将丝锥刃口碰伤。
(2)攻螺纹注意事项 攻螺纹操作时应注意以下事项:
1)攻螺纹时,必须以头锥、二锥和底锥的顺序攻削至要求的尺寸。
2)攻削较硬材料螺纹时,应采用头锥、二锥交替攻削的方法,以减轻头锥切削部分的负荷,防止丝锥折断。
3)攻螺纹感到很费力时,切不可强行转动,应将丝锥倒转,使切屑排除,或用二锥攻削几圈,以减轻头锥切削部分的负荷,然后再用头锥继续攻。如果继续攻仍然很吃力或断续发出“咯咯”的声响,则说明切削不正常,或丝锥磨损,应立即停止,查找原因,否则丝锥就有折断的危险。
4)攻不通孔的螺纹时,可在丝锥上做好深度标记,并频繁地把丝锥退出,将切屑清除,以保证螺纹的有效长度。当末锥攻完,用铰杠带动丝锥倒旋松动以后,应用手将丝锥旋出。不宜用铰杠旋出丝锥,尤其不能用一只手快速拨动铰杠来旋出丝锥,因为攻完的螺纹孔和丝锥配合较松,若用铰杠旋出丝锥,容易产生摇摆和振动,降低螺纹的表面质量。
攻通孔螺纹时,丝锥的校准部分不应全部出头,以免扩大或损坏最后几圈螺纹。螺纹孔攻完后,也要参照攻不通孔螺纹的方法旋出丝锥。
5)用成组丝锥攻螺纹时,在头锥攻完以后,应先用手将二锥或三锥旋进螺纹孔内,直到旋不动时才能使用铰杠操作,以防止因对不准前一丝锥攻的螺纹而产生乱扣现象。
6)攻M3以下的螺纹孔时,如果工件不大,可用一只手拿着工件,另一只手拿着铰杠旋转丝锥,这样可避免丝锥折断。
2.机动攻螺纹的操作方法
除了对某些孔必须用手工攻螺纹外,一般应使用机用丝锥进行机动攻螺纹,以保证攻螺纹质量和提高劳动生产率。机攻螺纹除必须使用加工机床、机用丝锥外,在攻螺纹孔深度超过10mm或攻不通孔的螺纹时,还需使用攻螺纹安全夹头,其结构如图7-17所示。
在机床上攻螺纹时,采用安全夹头来装夹丝锥,具有更换丝锥方便的作用,并可通过旋转调节螺母5来调节整个安全夹头扭矩的大小,以对丝锥起到安全保护、防止折断的功效;同时在不改变机床转向的情况下,可以自动退出丝锥。但安全夹头承受的切削力,要按照丝锥直径的大小进行调节。
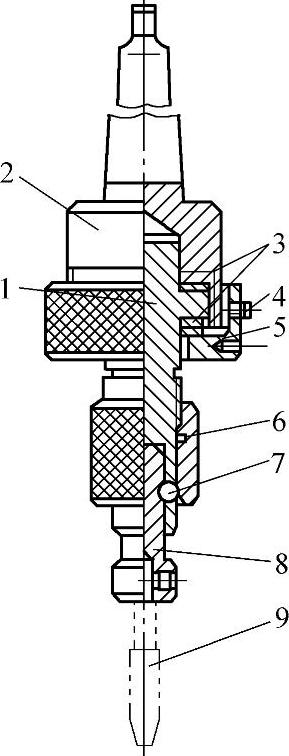
图7-17 攻螺纹安全夹头的结构
1—中心轴 2—夹头体 3—摩擦片 4—铜螺钉 5—调节螺母 6—左旋螺纹锥座 7—钢球 8—可换套 9—丝锥
机动攻螺纹的操作方法可参考手工攻螺纹的有关方法进行,但应注意以下事项:
1)钻床和攻螺纹机主轴径向跳动一般应在0.05mm范围内,如攻削6H级精度以上的螺纹孔时,跳动应不大于0.03mm。装夹工件的夹具定位支撑面与钻床主轴中心和攻螺纹机主轴的垂直度偏差应不大于0.05mm/100mm。工件螺纹底孔与丝锥的同心度偏差不大于0.05mm。
2)当丝锥即将进入螺纹底孔时,送刀要轻要慢,以防止丝锥与工件发生撞击。
3)在丝锥的切削部分长度攻削行程内,应在机床进刀手柄上施加均匀的压力,以协助丝锥进入工件,这样可避免由于靠开始几圈不完整的螺纹向下拉钻床主轴时将螺纹刮坏。当校准部分开始进入工件时,上述压力即应解除,靠螺纹自然旋进,以免将牙型切小。(https://www.xing528.com)
4)攻螺纹的切削速度主要根据加工材料和丝锥直径、螺距、螺纹孔的深度而定。当螺纹孔的深度在10~30mm内,工件为下列材料时,其切削速度大致如下:钢6~15m/min,调质后或较硬的钢5~10m/min,不锈钢2~7m/min,铸铁8~10m/min。在同样条件下,丝锥直径小取高速,丝锥直径大取低速,螺距大取低速。
5)攻通孔螺纹时,丝锥校准部分不能全部攻出孔外,以避免在机床主轴反转退出丝锥时乱扣。
3.攻螺纹常用的方法
攻螺纹造成废品的主要原因是丝锥与底孔的轴线不重合。为了避免上述情况的发生,攻螺纹常用以下方法:
1)钻底孔与攻螺纹一次装夹完成。单件手攻螺纹时,钻完底孔后,应在钻床上用钻夹头夹一个60°的圆锥体,顶住丝锥柄部中心孔后先用铰杠攻几圈螺纹,以保证垂直,然后卸下零件,再以手工攻螺纹。
机动攻螺纹时,钻完底孔后,再换机用丝锥直接攻螺纹。
2)攻螺纹常用的简易工具。为了保证攻螺纹质量,提高效率,可采用以下的简易工具:
①在攻螺纹零件数量较少,螺纹直径较大时,可选用一个同样规格的螺母,将其拧在丝锥上如图7-18所示。开始攻螺纹时,用一手按住螺母,使其下端紧贴工件表面,用另一手转动铰杠,这样有利于观察和保持丝锥的垂直度要求。待丝锥的切削部分进入工件后,即可卸下螺母。
②在一块平整的钢板上,垂直于底平面加工出几种经常用到的螺纹孔,如图7-19所示。攻螺纹时,先将丝锥拧入相应的螺纹孔内,再按照上述操作方法,同样可以收到良好的效果。
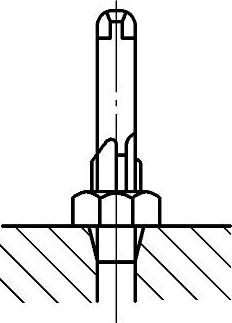
图7-18 利用螺母控制丝锥的垂直度
③图7-20所示是一种多用丝锥垂直工具。工具体的底平面与内孔垂直,内孔装有按不同规格的丝锥进行更换的导向套,导向套的内孔与丝锥为G7/h6配合。攻螺纹时,先将丝锥插入导向套,然后将工具体压在工件上,即可控制丝锥的垂直度误差,保证丝锥与底孔的轴线重合。
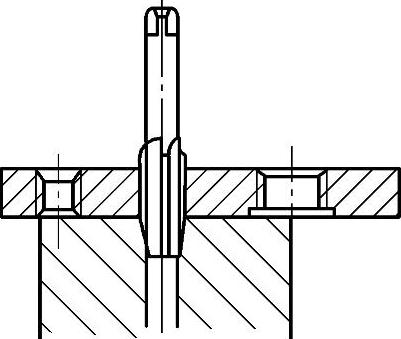
图7-19 控制丝锥垂直度误差的板形多孔位工具
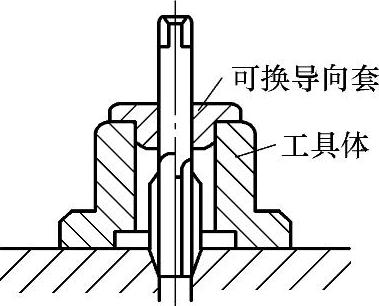
图7-20 利用可换导向套控制丝锥的垂直度
3)攻螺纹常用的夹具。对于特殊零件,攻螺纹时也可采用立式攻螺纹夹具(见图7-21a)和卧式攻螺纹夹具(见图7-21b)。
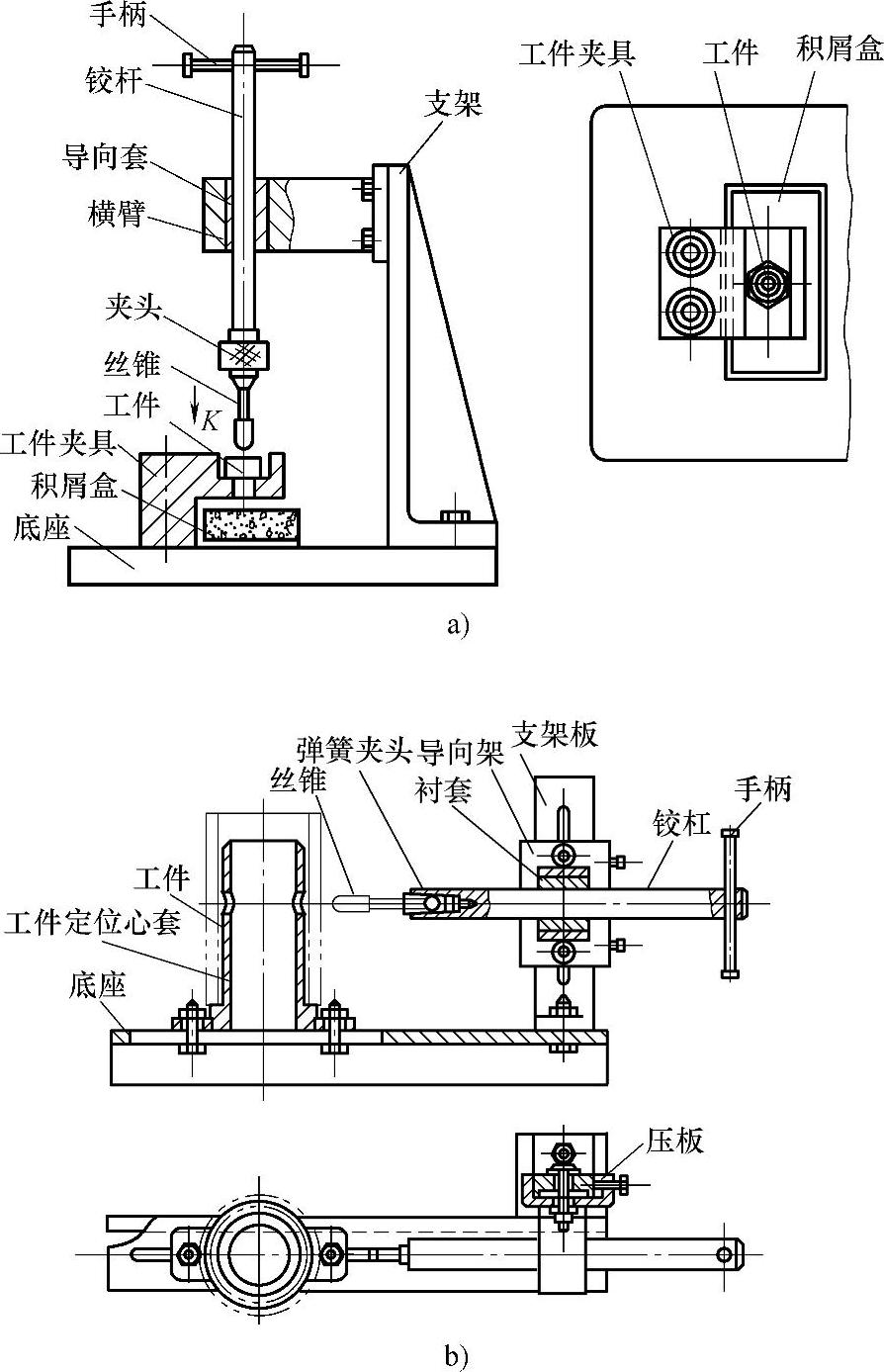
图7-21 攻螺纹的夹具
a)立式攻螺纹夹具 b)卧式攻螺纹夹具
4.取出断丝锥的操作方法
不论手工攻螺纹还是机动攻螺纹,操作时都要特别小心,防止丝锥折断。如果已经断了,可根据不同情况用下列方法取出断丝锥:
1)用冲子顺着丝锥旋出方向敲打,开始用力轻一点,力量逐渐加重,必要时可反向敲打一下,使断丝锥松动(见图7-22),然后取出。
2)用专用工具取断丝锥。专用工具(见图7-23)上短柱的数量与丝锥的槽数相等。使用时把专用工具插入断丝锥的槽中,再顺着丝锥旋出方向转动,就可取出断丝锥。
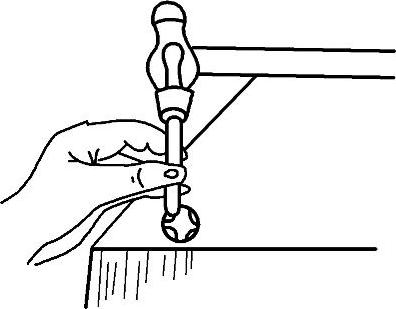
图7-22 用冲子敲打断丝锥
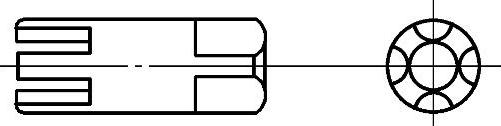
图7-23 旋出断丝锥的专用工具
3)用弹簧钢丝取断丝锥。把三根弹簧钢丝插入两截断丝锥的槽中,再把螺母旋在带柄的那一段上,然后转动丝锥的方头,即可把断在工件中的另一段取出,如图7-24所示。
4)用气焊在断丝锥上焊一个螺钉,然后转动螺钉取出断丝锥。
5)用气焊使断丝锥退火,然后用一个比螺纹小径略小的钻头把它钻掉,再清除残余部分。但这种方法易把工件的螺孔弄坏。
6)用电火花加工的方法取出断丝锥。
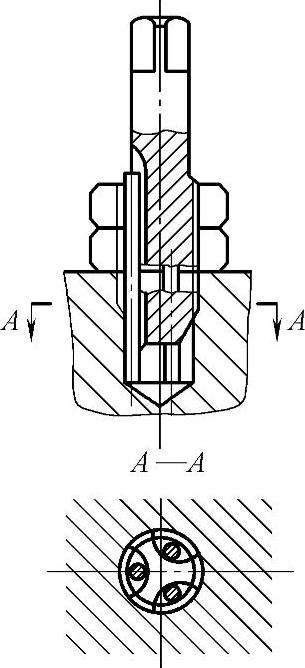
图7-24 用弹簧钢丝取断丝锥
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。