



铰刀的质量直接关系到铰孔质量(加工精度和表面质量)的好坏。标准铰刀在使用时或使用一段时间后常会出现磨钝现象,或者因为有些工件上的孔是非标准尺寸(与铰刀规格不一致)而不能使用,因此必须对铰刀进行修磨。
1.铰刀质量的检查方法
对铰刀的质量情况,应随时进行严格的检查,具体检查要求有以下几点:
1)铰刀的刃口必须锋利,不应存在毛刺、碰伤、剥落、裂纹或其他缺陷。
2)铰刀校准和倒锥部分的表面粗糙度值要一样,刃带要均匀。当铰孔公差等级为IT8,其表面粗糙度值Ra要求达到1.6~3.2μm时,铰刀刃带的表面粗糙度值Ra不能低于0.8μm。
3)校准部分的刀齿后端要圆滑,不允许有尖角和擦伤的现象。切削刃与校准部分的过渡处应当以圆弧相接,圆弧高度应一致。
4)机用铰刀的柄部不得有毛刺和碰伤,其表面粗糙度值Ra应为3.2~6.3μm。
5)铰刀的切削刃外径对中心线的径向圆跳动误差不得大于0.02mm。
6)机用铰刀的锥柄用标准规检验,涂色接触面积需大于80%。
2.新标准圆柱铰刀的研磨
新的标准圆柱铰刀的直径上一般均留有0.005~0.02mm的研磨量,刃带的表面粗糙度值也较大,只适用于铰削IT9以下公差等级的孔,若用来铰削IT9以上公差等级的孔时,则需先将铰刀直径研磨到与工件相符合的公差等级。
研磨时,应根据铰刀材料选择研磨剂。一般高速钢和合金工具钢铰刀可用氧化物磨料与机械油、煤油的混合液和纯净的柴油调成膏状作研磨剂;硬质合金铰刀可用金刚石或碳化硼粉按上述方法用油调成稀糊状作为研磨剂,或直接采用金刚石研磨膏。
研磨铰刀时,若使用可调研具,应先将研套孔径调整到大于铰刀的外径,接着在铰刀表面涂上研磨剂,塞入研套孔内,再调整铰刀与研套的研磨间隙,使研套能在铰刀上自由滑动和转动,然后把铰刀装夹在机床上,开反车,使铰刀以与铰削回转相反的方向旋转,同时用手捏住研具,沿铰刀轴向往复移动和缓慢地作正向转动,如图6-91所示。
机床速度以40~60r/min为宜,若铰刀直径较大,则机床应选用低转速。在研磨过程中要随时停车把沟槽内研垢揩干净,并重新涂上研磨剂进行研磨,以免脏物影响研磨效果。
研磨时要随时进行检验,等圆周齿距分布的铰刀可用千分尺或杠杆千分尺直接进行测量,对于不等圆周齿距分布的铰刀则需间接进行测量。
3.非标准铰刀的修磨
非标准铰刀可用比要求直径大的铰刀进行修磨,其加工步骤与方法是:
1)在外圆磨床上,按要求磨出铰刀直径(符合孔的加工精度),铰刀表面粗糙度值Ra小于0.8μm。
2)在工具磨床上磨出后角,注意保留刃带约0.1mm。
3)用油石仔细地将转角处尖角修成小圆弧,并使得各齿圆弧大小一致。
4)用油石修光前角。
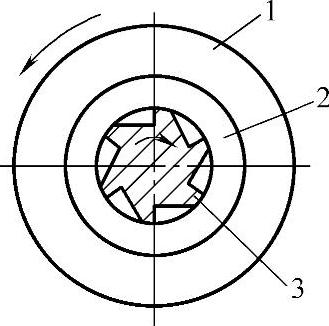
图6-91 铰刀的研磨
1—壳套 2—研套 3—铰刀(https://www.xing528.com)
4.铰刀的手工研磨
当铰刀刃口有毛刺或粘结切屑时,要用油石小心磨掉。一般研磨硬质合金铰刀时,可用碳化硅油石;研磨其他铰刀时,可用中硬或硬的白色氧化铅油石。当切削刃后面磨损不严重时,可用油石沿切削刃的垂直方向轻轻推动,加以修光,如图6-92所示。
若想将刃带宽度磨窄,可参照图6-93所示方法,将刃带研出1°左右的小斜面,并保持需要的刃带宽度。
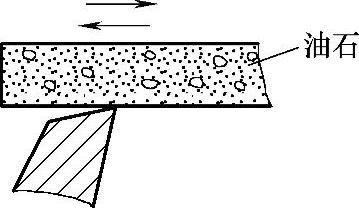
图6-92 铰刀后面磨损的研磨
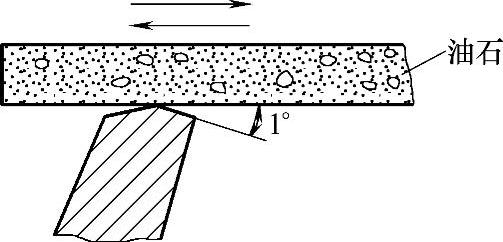
图6-93 铰刀刃带过宽的研磨
在研磨后面时,不能将油石沿切削刃方向推动,如图6-94所示。如果这样推动,容易使油石产生沟痕,稍有不慎就可能将刀齿刃口磨圆,从而降低铰刀的切削性能。
当刀齿前面需要研磨时,应将油石贴紧在前刀面上,沿齿槽方向轻轻推动,应特别注意不要损伤刃口。
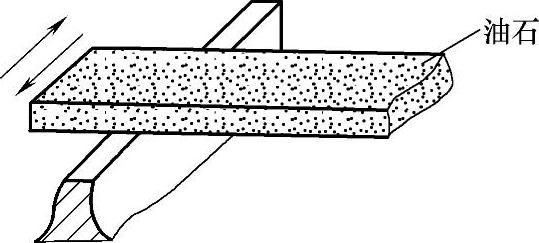
图6-94 不正确的研磨方法
研磨或修磨后的铰刀,为了使切削刃顺利地过渡到校准部分,还需用油石仔细地将过渡处的尖角修成小圆弧,并要求各齿大小一致,以免因小圆弧半径不同而产生径向偏摆。
5.磨损铰刀的修磨
铰刀在使用中磨损最严重的地方是切削部分与校准部分的过渡处,如图6-95所示。
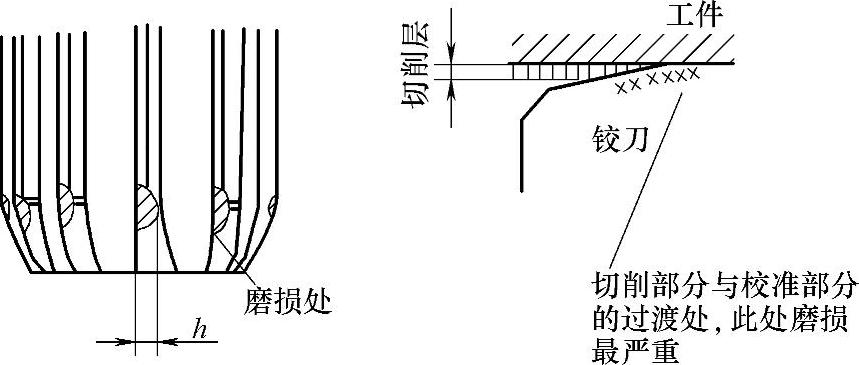
图6-95 铰刀的磨损
一般规定后面的磨损高度h,高速钢铰刀h=-0.6~0.8mm,硬质合金铰刀h=0.3~0.7mm,加工淬火工件的铰刀h=0.3~0.5mm。若磨损超过规定,就应在工具磨床上进行修磨,再按上述手工研磨的方法进行修磨。
当铰刀直径小于允许的磨损极限尺寸时(高速钢铰刀比被加工孔的下极限偏差小0.005mm),铰刀就不能再继续使用了,此时,若有需要,也可用挤压刀齿的方法恢复铰刀直径尺寸,延长其使用寿命。具体方法是:用一个硬质合金车刀,将其后面研磨至表面粗糙度值Ra为0.4~0.8μm,再按图6-96所示对铰刀刀齿施加压力。
操作时,应将铰刀柄部垫上木片夹在台虎钳上,然后用手紧握车刀,使光滑的车刀后面平整地靠在铰刀刀齿前面。在挤压过程中,所施加的压力要均匀,一般沿刀齿前面挤压3~4次,即可使铰刀尺寸增大。经过挤压的铰刀要像新铰刀一样,用研磨套研磨铰刀外径,以达到所要求的尺寸,再用油石把刀齿前面研磨好。
应用这种方法修复的铰刀,一般可使铰刀直径增大0.005~0.01mm,一把铰刀可以挤压2~3次。
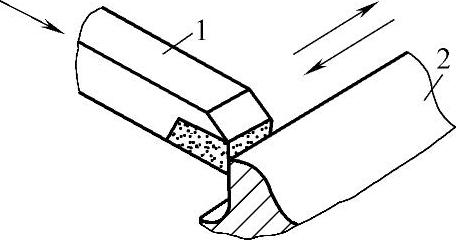
图6-96 用硬质合金车刀挤压铰刀前面
1—车刀 2—铰刀刀齿
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。