



锪孔主要由锪钻来完成。锪钻的种类较多,有柱形锪钻、锥形锪钻和端面锪钻等。锪孔加工的形式不同,其所选用的锪钻种类及加工特点也有所不同。
1.柱形锪钻
柱形锪钻如图6-69所示。这种锪钻适用于加工安装六角螺栓、带垫圈的六角螺母、圆柱头螺钉和圆柱头内六角螺钉的沉头孔。
柱形锪钻的端面切削刃起主切削作用,螺旋槽斜角就是它的前角γ0=β=15°,主后角α0=8°。副切削刃起修光孔壁的作用,副后角α0′=8°。柱形锪钻前端有导柱,导柱直径与工件上已有孔采用公差代号为f7的间隙配合,以保证锪孔时有良好的定心和导向,同时保证沉孔和工件上原有孔的同轴度要求。锪钻有整体式和套装式两种。
当没有标准柱形锪钻时,可用标准麻花钻改制代替。改制的柱形锪钻分为带导柱(见图6-70a)和不带导柱(见图6-70b)两种。一般选用比较短的麻花钻,在磨床上把麻花钻的端部磨出圆柱形导柱,其直径与工件上已有孔采用公差代号为f7的间隙配合。用薄片砂轮磨出端面切削刃,主后角α0=8°,并磨出1~2mm的消振棱。麻花钻的螺旋槽与导柱面形成的刃口要用油石修钝。
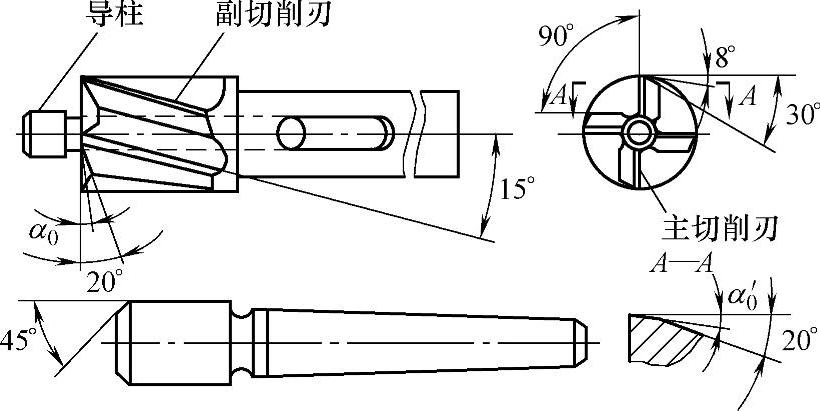
图6-69 柱形锪钻
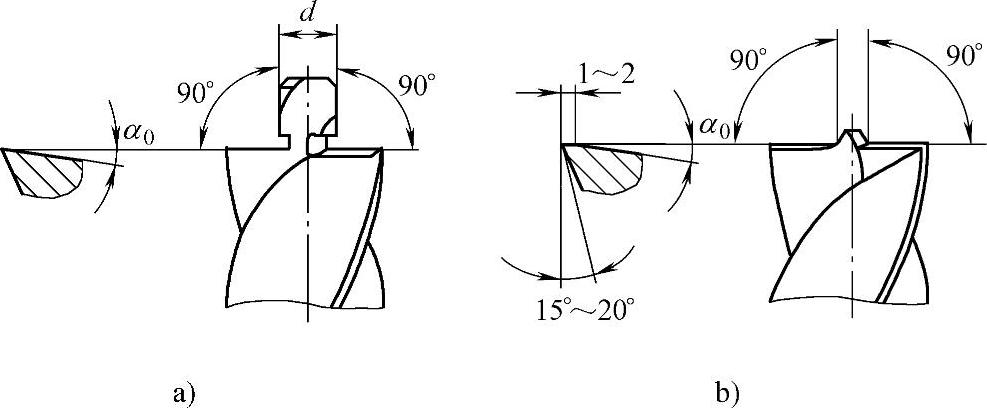
图6-70 标准麻花钻改制柱形锪钻
a)带导柱柱形锪钻 b)不带导柱柱形锪钻

图6-71 锥形锪钻
2.锥形锪钻(https://www.xing528.com)
锥形锪钻如图6-71所示。这种锪钻适用于加工安装沉头螺钉的沉头孔和孔口倒角。
锥形锪钻的锥角2ϕ根据工件沉头孔的要求,有60°、75°、90°和120°四种,其中90°锥形锪钻使用最多。锥形锪钻的直径为8~80mm,齿数为4~12个。锥形锪钻的前角γ0=0°,后角α0=6°~10°。
当没有标准锥形锪钻时,也可用标准麻花钻改制代替,如图6-72所示。其锥角2ϕ按沉头孔所需角度确定,后角磨得小些,一般取α0=6°~10°,并修磨出1~2mm的消振棱,以避免产生振痕,使锥孔表面光滑一些。外缘处前角也要磨得小些,一般取γ0=15°~20°,两主切削刃要磨得对称。
3.端面锪钻
端面锪钻适用于锪削螺栓孔凸台和凸缘表面。专用端面锪钻主要为多齿端面锪钻,如图6-73所示。
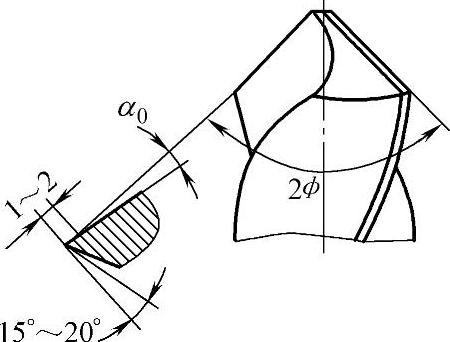
图6-72 标准麻花钻改制锥形锪钻
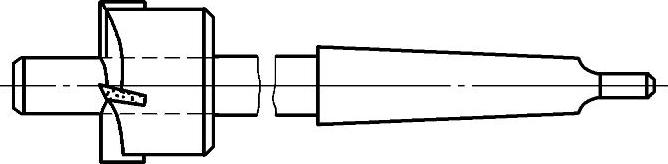
图6-73 专用端面锪钻
此外,还有用镗刀杆和高速钢刀片组成的简单端面锪钻,如图6-74所示。
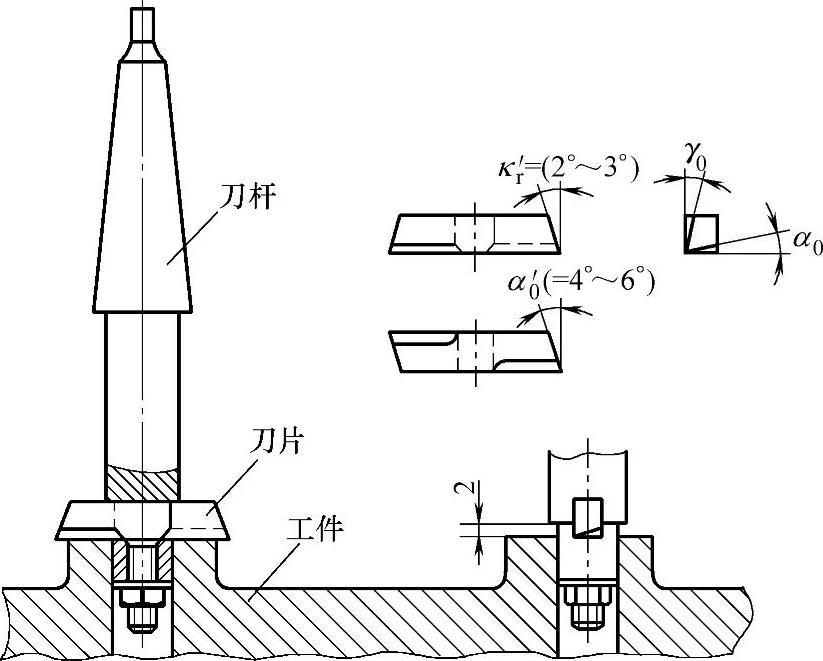
图6-74 简单端面锪钻
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。