



錾削的主要工具是錾子和锤子。
1.錾子
錾子的种类很多,钳工常用錾子的种类主要有扁錾(平錾)、尖錾(窄錾)和油槽錾三种,如图4-18所示。扁錾主要用来錾削凸缘、飞边和分割板料,应用最为广泛;尖錾主要用来錾削槽和分割曲线形板料;油槽錾主要用来錾削油槽。
錾子是錾削工件的刃具,一般用碳素工具钢(T7A、T8A)经锻造成形、刃磨和热处理制成,其硬度不小于62HRC。
(1)錾子结构 图4-19所示为錾子(扁錾)的结构。錾子的结构主要由錾刃(切削部)、錾身和錾头三部分构成。錾刃是由前、后刀面的交线形成;錾身的截面形状主要有八角形、六角形、圆形和椭圆形,使用最多的是八角形,便于掌控錾子的方向;錾头有一定的锥度,錾头端部略呈球面,便于稳定锤击。
图4-18 錾子的种类
a)扁錾 b)尖錾 c)油槽錾
图4-19 錾子的结构
1—后刀面 2—錾刃 3—前刀面 4—切削部 5—錾身 6—錾头 7—球面 8—錾肩 9—腮面
(2)錾子的几何形状及角度 图4-20所示为扁錾、尖錾的几何形状及角度。
图4-20 錾子的几何形状及角度
a)扁錾 b)尖錾(https://www.xing528.com)
1)楔角β。由前、后刀面形成的夹角称为楔角。楔角越大,切削部的强度越高,但切削时的阻力也就越大。錾子楔角的大小,要根据加工材料的软硬性质来确定,具体参数见表4-2。
2)斜面夹角ε。由上斜面和下斜面形成的夹角称为斜面夹角,具体参数见表4-2。
3)副偏角κr。由腮面与錾身轴线形成的夹角称为副偏角,具体参数见表4-2。
4)錾头锥角γ。錾头锥体的夹角称为錾头锥角,具体参数见表4-2。
5)錾刃宽度B。由左、右腮面形成的刃线长度称为錾刃宽度,具体参数见表4-2。
6)切削部长度l。自錾刃至錾肩且平行于錾身轴线的长度称为切削部长度,具体参数见表4-2。
表4-2 錾子技术参数
7)錾身长度L。自錾刃至錾头球面的长度称为錾身长度,具体参数见表4-2。
8)錾身宽度b。錾身平行面之间的距离称为錾身宽度,具体参数见表4-2。
2.锤子
锤子由锤头、锤柄和楔铁构成,如图4-21所示。它是钳工常用的锤击工具。其中,锤头由T7、T8碳素工具钢制成,两端锤击部位经过热处理,其硬度不小于62HRC。锤头的规格以其重量来表示,钳工常用的有0.45kg(1b)、0.68kg(1.5b)和0.91kg(2b)三种。楔铁的形状为楔形,厚度为5mm左右,由斜面、倒刺和楔尖构成,木柄装入锤孔后要用楔铁楔紧,以防锤头脱离。锤柄一般选用比较坚韧的木材制成,如檀木等。常用锤柄的长度为350mm左右。
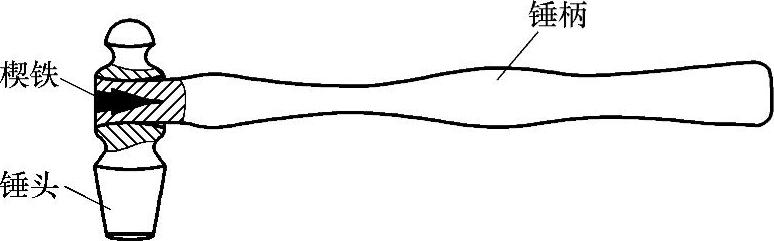
图4-21 锤子结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。