



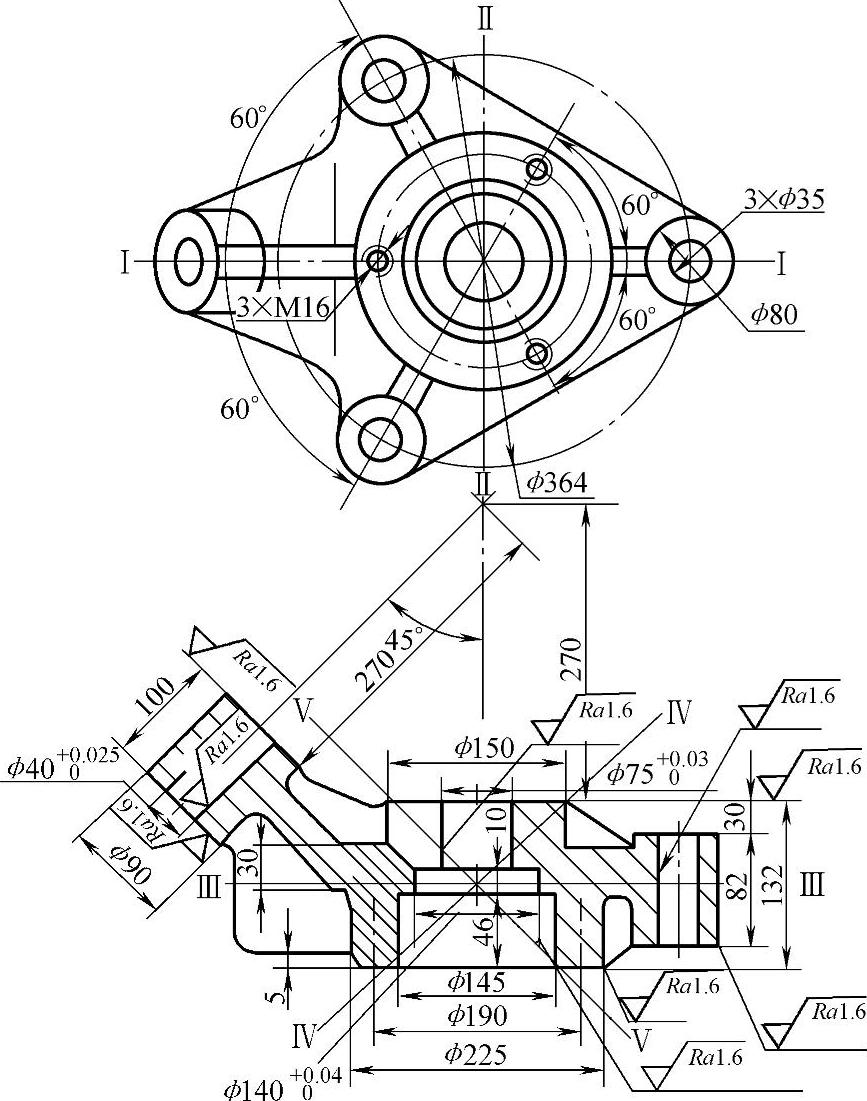
图3-50 传动机架
图3-50所示是一个传动机架零件图。传动机架是一个外形不规则的工件,其中ϕ40+00.025mm孔的中心线与ϕ75+00.03 mm孔的中心线成45°角,且交点在工件以外。由于孔的交点在空间,给划线带来一定困难,因此划线时需要划出辅助基准线并在辅助夹具的帮助下完成。为了尽量减少安装次数,在一次安装中尽可能多地划出所要加工的尺寸线,因此可以利用三角函数解尺寸链的方法来减少安装次数。其划线操作步骤为:
1)将传动机架固定在角铁上,如图3-51a所示。以划线平台为基准,使A、B、C三个凸缘部分中心尽可能调整到图3-50中的Ⅰ—Ⅰ线上(同一条水平线上),同时用直角尺检查上、下两个凸台表面,使其与划线平台工作台面垂直;然后将安装角铁连同工件翻转90°,使角铁大平面紧贴平板台面,如图3-51b所示。用划针盘找正D、E两凸缘部分毛坯中心与平板台面平行。经过反复找正后将工件与角铁紧固。
2)按图3-51a所示,可以划出A、B、C三个凸缘在一个方向中心线Ⅰ—Ⅰ,并以其作为基准线,同时建立划线基准尺寸a,利用a可以推算出D、E两孔在该方向的划线尺寸:a+(364mm/2)cos30°和a-(364mm/2)cos30°,并可分别划出ϕ35mm孔一个方向的中心线。
3)按图3-51b所示,划A、B、C、D、E另一个方向中心线。首先找正ϕ75mm孔中心点,划出Ⅱ—Ⅱ基准线(即ϕ75mm孔的中心线)和基准尺寸b,利用它可以推算出A、D、E的中心线尺寸:b+(364mm/2)sin30°和b-364mm/2,用它分别划出3个ϕ35mm的中心线。
4)按图3-51c所示,划出工件Ⅲ—Ⅲ线作为基准线(高度为c),然后以该线为基准确定Ⅱ—Ⅱ线的交点M。按尺寸c+132mm/2和c-132mm/2分别划出ϕ150mm凸台两端面的加工界限,同时按尺寸c+(132/2-30)mm和c+(132/2-30-82)mm分别划出3个ϕ80mm凸台的端面加工界限。(https://www.xing528.com)
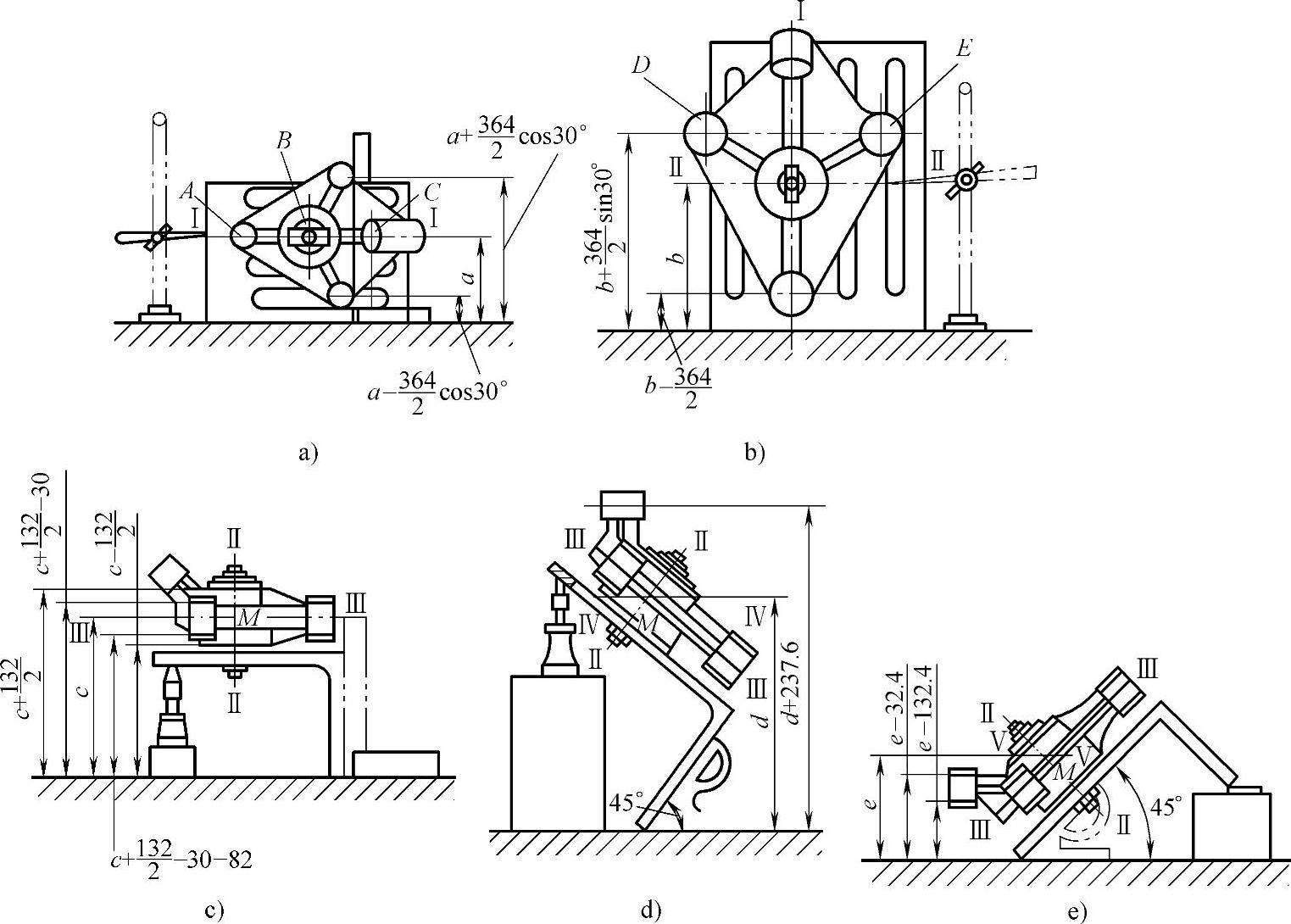
图3-51 传动机架的划线过程
5)将角铁倾斜放置(见图3-51d),并用45°角铁或游标万能角度尺进行校正并固定,按图3-51d所示使角铁与划线平板平面成45°倾角。通过Ⅱ—Ⅱ线和Ⅲ—Ⅲ线的交点找到尺寸为d的线作为辅助基准线Ⅳ—Ⅳ。按尺寸d+[(270+132/2)sin45°]mm即d+237.6mm,划出ϕ40mm孔的中心线,该线与Ⅰ—Ⅰ线相交处即为圆心。
6)将角铁的另一方向倾斜45°,用45°角铁或游标万能角度尺进行校正并固定(见图3-51e),通过交点M确定尺寸e,划出辅助线Ⅴ—Ⅴ作为基准线,按尺寸e-[270-(270+132/2)sin45°]mm和尺寸e-[270-(270+132/2)sin45°]mm-100mm划出ϕ90mm凸台毛坯上下端面的加工线。
7)检查各部位尺寸准确无误后,卸下工件,然后划出各孔加工线,打样冲眼,划线结束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。