



零件各表面相互位置有多种情况,故位置精度的测量方法也有所不同,一般采用量具和仪器配合使用进行测量。
(1)测量孔轴线与平面的平行度孔轴线与平面的平行度,一般在零件图样上给出偏差要求。测量时常用平板、心轴、高度尺和百分表配合进行,如图2-45所示。
按图示方法测量时,表针的摆差即是两尺寸a、b之差,也就是在指定长度上孔的轴线与平面的平行度误差。
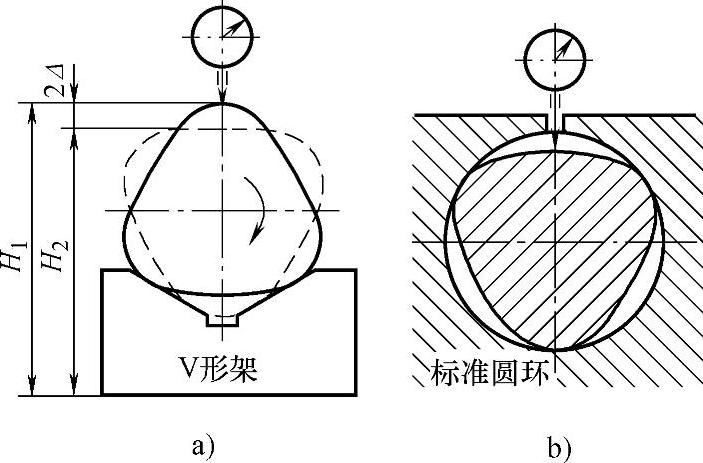
图2-44 圆度的测量
a)V形架、百分表测法 b)标准圆环、百分表测法
(2)两孔轴线平行度的测量 如图2-46a所示,在x方向标出两孔轴线的平行度Δx。有两种测量方法:
1)当两孔中心距尺寸不大时,可用心轴、游标卡尺或外径百分尺配合进行测量,量具的精度视被测件的尺寸精度而定。
2)当两孔中心距尺寸较大时,根据工件的外形,可选用平板、V形架、心轴、百分表、高度尺或滑动表座等配合使用。图2-47所示为连杆两孔轴线平行度的测量实例。
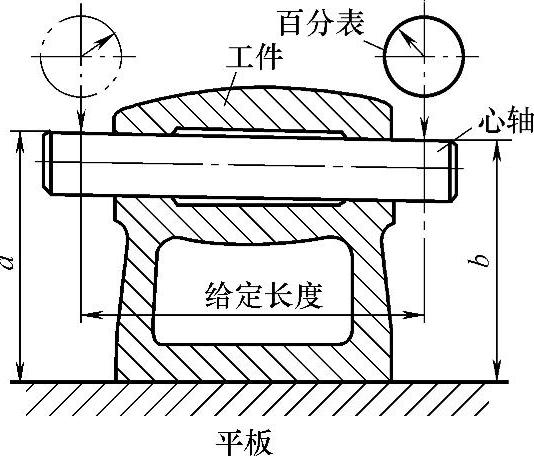
图2-45 孔轴线与平面平行度的测量
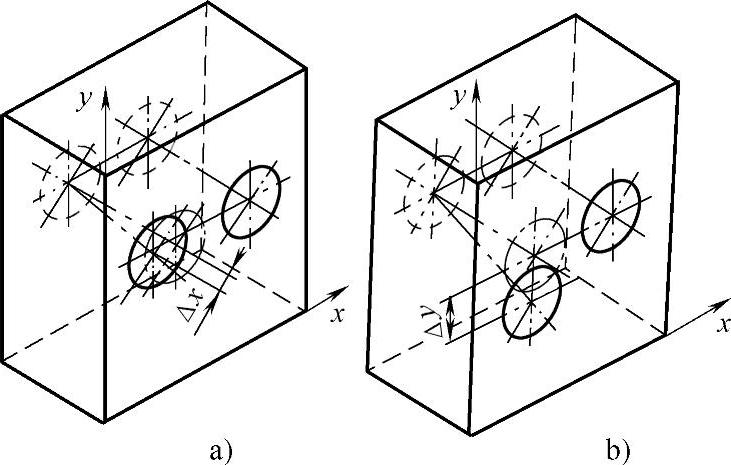
图2-46 两孔轴线的平行度
a)在x方向 b)在y方向
两孔轴线的平行度测量除x方向外,还有y方向的平行度测量方法,如图2-46b及图2-47所示。
(3)孔系中心距的测量 在箱体或法兰盘类零件的加工或装配中,常遇到孔系的测量。当孔的位置精度较高,孔距尺寸又不大时,可在孔中插入紧配合的标准心轴(见图2-48),然后用外径百分尺量得两心轴的外侧尺寸a,再将测得的尺寸a减去两孔的实际半径之和便可得到两孔的中心距。
当孔的位置精度要求较高,孔距尺寸较大时,常用平板、块规、块规架、游标高度尺、百分表和内径百分表等量具配合,用坐标方法进行测量,如图2-49所示。
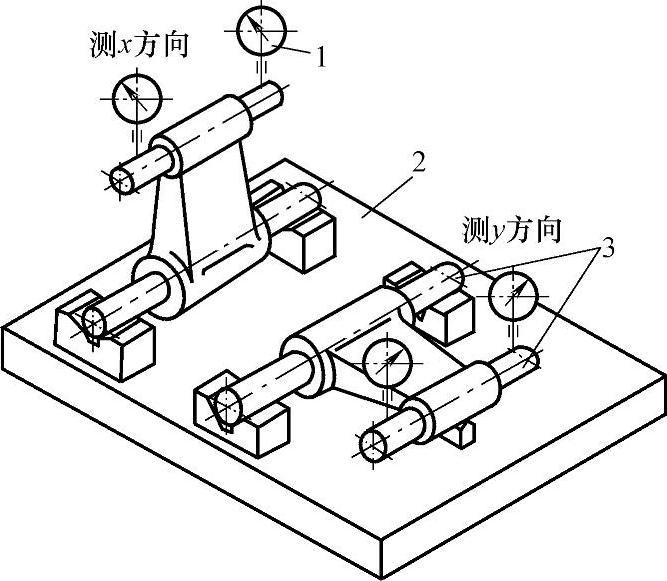
图2-47 连杆两孔轴线平行度测量
1—百分表或杠杆百分表 2—平板 3—心轴(https://www.xing528.com)
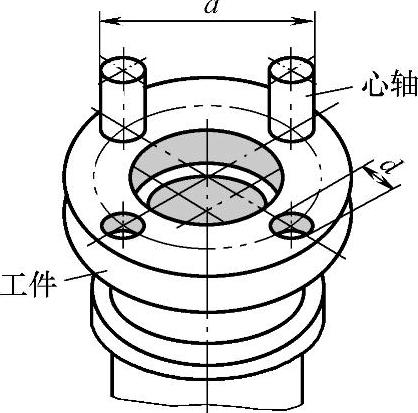
图2-48 法兰盘孔测量
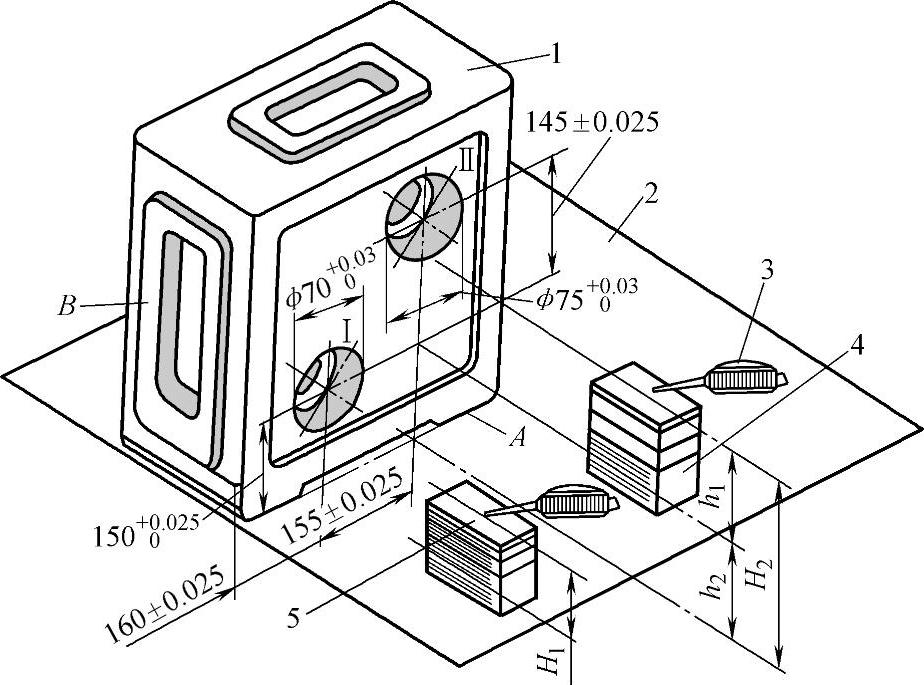
图2-49 用坐标法测箱体孔距
1—工件 2—平板 3—杠杆百分表 4—第1组块规 5—第2组块规
测垂直方向Ⅰ、Ⅱ两孔的位置尺寸 及145±0.025mm的方法是:
及145±0.025mm的方法是:
1)用内径百分表先测出孔 及
及 的实际尺寸,假设为ϕ70.02mm和ϕ75.02mm。
的实际尺寸,假设为ϕ70.02mm和ϕ75.02mm。
2)按图示要求将工件放在平板上,使A面与平板接触。
3)测孔Ⅰ的中心尺寸 。按尺寸H1=150mm-35.01mm=114.99mm组成第1组块规,再用装有杠杆百分表的游标高度尺测尺寸H1的上面,并将表针调至零位后,拿开第1组块规,用已对好的高度尺及杠杆百分表测孔Ⅰ的最低点,观察表针对零位的偏摆,假如表针多偏摆了1小格,则表示孔的中心比名义尺寸高0.01mm,即孔Ⅰ的实际中心尺寸为150.01mm。
。按尺寸H1=150mm-35.01mm=114.99mm组成第1组块规,再用装有杠杆百分表的游标高度尺测尺寸H1的上面,并将表针调至零位后,拿开第1组块规,用已对好的高度尺及杠杆百分表测孔Ⅰ的最低点,观察表针对零位的偏摆,假如表针多偏摆了1小格,则表示孔的中心比名义尺寸高0.01mm,即孔Ⅰ的实际中心尺寸为150.01mm。
4)测孔Ⅱ相对于孔Ⅰ的中心高145±0.025时,应先将尺寸150.01mm反映在块规架上,可组成一组高度h1=150.01mm的块规进行块规架调整(见图2-50),调好后将块规架锁紧。
按孔Ⅱ相对于孔Ⅰ的中心尺寸和孔Ⅱ的实际半径组成第2组块规,高度h2=145mm-37.51mm=107.49mm。将这组块规放在已调好的块规架上,即得到了图2-49所示尺寸H2=h1+h2=150.01mm+107.49mm=257.5mm。用装有杠杆百分表的高度尺测第2组块规的上面(即H2=257.5mm)并将表针调整至零位后,拿开第2组块规及块规架。最后用两次调好的高度尺和杠杆百分表测孔Ⅱ的最低点,观察表针的偏摆,若表针多偏摆了1.5小格,则表示孔Ⅱ相对于孔Ⅰ在垂直方向上的实际中心距为145.015mm。
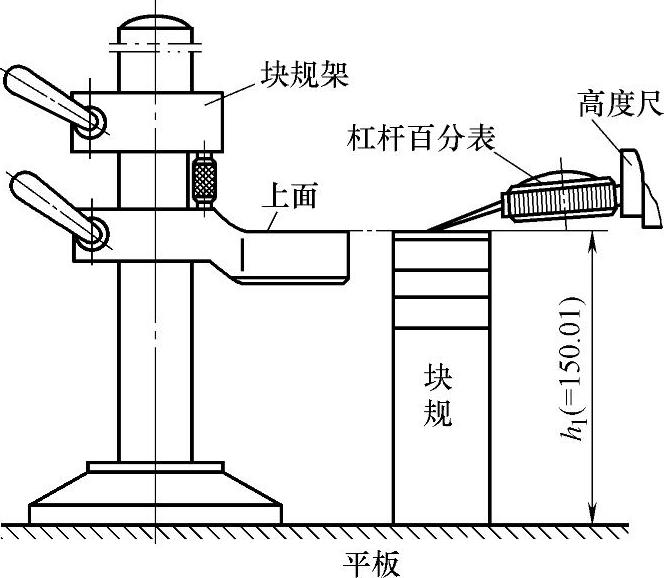
图2-50 用块规、杠杆百分表测孔距
将工件转90°,使B面与平板接触,用上述方法同样能测量孔Ⅰ、Ⅱ在x方向的尺寸160+00.025mm及155+00.025mm。
(4)孔间轴线垂直度的测量 图2-51所示是孔间轴线垂直度的测量实例。
测量孔间轴线的垂直度,是指测量在给定长度上的垂直度。测量图2-51中箱体Ⅰ、Ⅱ两孔在指定长度L上的垂直度,方法是先在Ⅰ、Ⅱ两孔内分别插入紧配的心轴,用千斤顶将工件支撑在平板上,再调整千斤顶,利用直角尺将心轴2调成垂直,最后用百分表测量心轴1在长度L内呈现的摆动量,该摆动量就是Ⅰ、Ⅱ两孔在此长度上的实测垂直度误差。
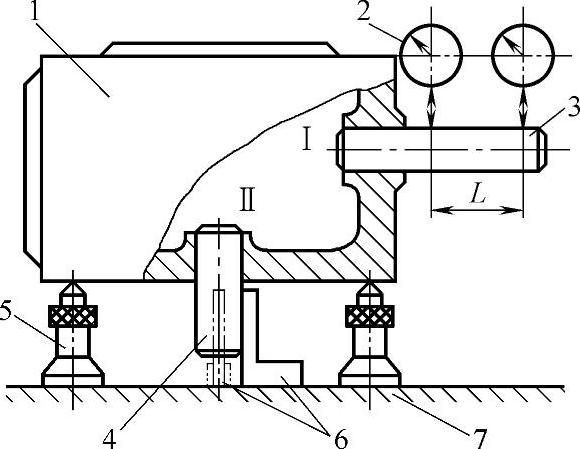
图2-51 孔间轴线垂直度的测量
1—工件 2—百分表 3—心轴 14—心轴2 5—千斤顶 6—直角尺 7—平板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。