



零件几何形状的误差一般不超过零件的尺寸公差。对于精度要求高的零件,由于使用性能的需要,往往其几何形状公差要求也严,此时在零件图上应注明。
例如,某零件图上的轴径尺寸只注明 而没提出其他要求,测量时轴的圆度等几何形状公差以不超过0.033mm为合格;若图中技术条件要求轴径
而没提出其他要求,测量时轴的圆度等几何形状公差以不超过0.033mm为合格;若图中技术条件要求轴径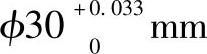 的圆度偏差不大于0.015mm,则此时轴的几何形状公差为0.015mm而不是0.033mm。
的圆度偏差不大于0.015mm,则此时轴的几何形状公差为0.015mm而不是0.033mm。
对于高精度的零件,其几何形状公差可取尺寸公差的1/3~1/2。对于尺寸公差数值较小的零件,其几何形状公差可取其尺寸公差的2/3。
(1)直线度的测量量具 直线度是指零件表面直线性误差的程度。常用的测量方法及量具如下:
1)塞尺插入法。即利用刀口尺和直尺配合塞尺测量直线度。这种方法适用于测量精度要求大于0.02mm的一般长度表面的直线度,测量方法如图2-13所示。
2)透光估测法。透光估测法的测量量具及方法如图2-14所示。主要用于对平面直线度的估测。
3)光缝比较法。光缝比较法用于平面直线度要求很高时的测量。测量方法是将刀口形直尺放在被测表面上,观察其光缝的大小并与标准光缝进行比较,以判断平面的直线度偏差。
标准光缝是由平板、刀口形直尺及块规组合而成,如图2-38所示。
在刀口形直尺两端与平板之间放两块尺寸为1mm的块规,中间按需要放不同尺寸的块规,如0.999mm、0.998mm、0.997mm等。测量时将被测表面观察到的光缝与标准光缝进行比较,以判断平面直线度的偏差值。
4)水平仪测量法。对于长而精度要求高的表面(如导轨面)的直线度常用水平仪来测量。水平仪每格刻度的精度为0.02~0.05mm,即气泡每移动一格,相当于每米长度上的倾斜度为0.02~0.05mm。表2-8列出了水平仪的精度等级。
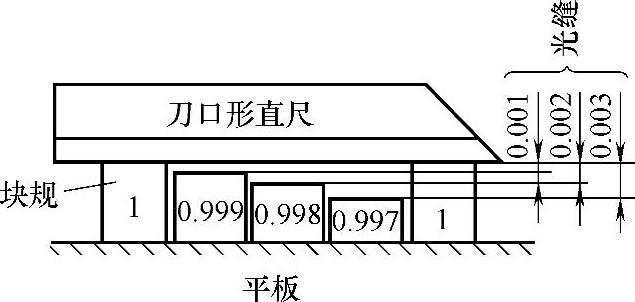
图2-38 标准光缝
测量时常将水平仪与平尺配合使用,如图2-39所示。图中支撑距离L=400~500mm,将水平仪及平尺放在被测平面上,可测出400~500mm长度上的直线度。
例如对导轨直线度的测量。若导轨长度为2000mm,可将其分为5段。测量时,水平仪的起始位置规定为零(相应地调整气泡处于零位),然后依次移动水平仪对其他部位进行检测。把与水平仪的移动方向相同的气泡移动值规定为正值,相反方向的移动值规定为负值,然后将测得的被测线上等距离的各次数值绘成坐标图,在坐标图上正值向上倾斜,负值向下倾斜(见图2-40),再用直线连接曲线首尾两端点a、f,则曲线与af直线在垂直方向上的最大差值Δy即为所测导轨面的直线度误差。
图2-39 直线度的水平仪测量
1—水平仪 2—工字平尺 3—支撑块
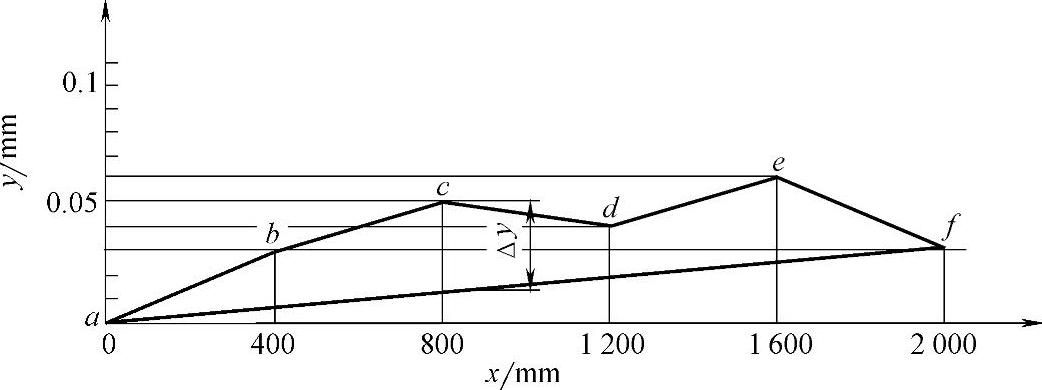
图2-40 水平仪测量直线度坐标图(https://www.xing528.com)
(2)平面度的测量及量具 平面度是指平面的平整程度,其测量方法和量具是:
1)刀口形直尺和直尺测法。用刀口形直尺和直尺测量平面度,这种方法仅适用于精度不高的平面凹、凸的测量。还可用直尺或刀口形直尺测量被测表面不同位置、不同方向的直线度,并借助于塞尺得到误差数值。根据各次测量结果,按几何公差规定做出包容实际表面且距离为最小的两平行平面(见图2-41),此两平行平面间的距离Δ即为平面的平面度误差。
2)平面对研测法。用平面对研法检查平面的平面度,这种方法适用于检查精度要求较高的平面。做法是先在被测表面涂上显示剂,再用标准平板与其对研,研后检查在25mm×25mm面积内的研点数。
若被测平面不是刮研表面,可看其研后接触面积的大小和均匀程度来确定平面度。
用对研法检查平面度时,选用标准平板的面积应大于被测平面的表面。若被测表面的尺寸过大时,也可用水平仪检查。
3)平板、百分表测法。用平板、百分表检查平面度(见图2-42),首先需将被测工件放置于平板上,调整被测平面上的a、c两点等高及b、d两点等高,再用百分表检查整个被测平面,表针显示的最大与最小读数差就是被测表面的平面度误差。
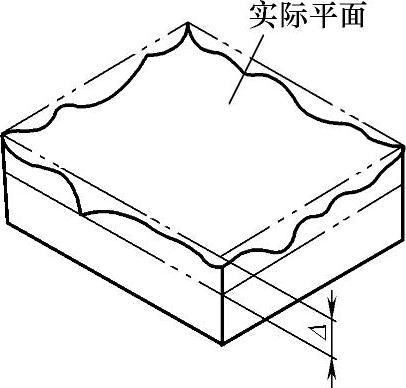
图2-41 平面度误差
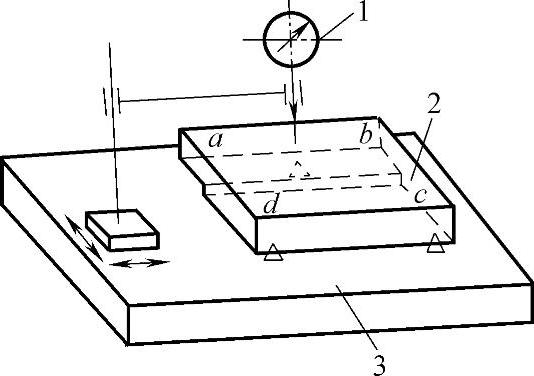
图2-42 平面度检查
1—百分表 2—被测零件 3—平板
(3)圆度的测量及量具 圆度误差是指包容同一横剖面实际轮廓的两个相差最大的圆半径之差Δ,即Δ=R最大-R最小,如图2-43所示。圆度的测量方法有多种,视零件的具体情况而定。常用的测量方法有:
1)对于两端保留顶尖孔的轴,使用两顶尖及百分表测量最为方便,即将轴支承于两顶尖上,百分表放在被测部位,将轴轻轻旋转,表针指示的最大和最小读数之差即为轴的圆度误差。
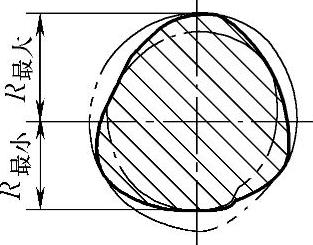
图2-43 圆度误差测量
2)当轴类零件不准两端保留顶尖孔时,通常用V形架或标准圆环配合百分表进行测量,如图2-44所示。
显然,用V形架测量时,由于零件转动角度不同,其几何中心高度也有变化,故测量误差大,不如用标准圆环测量准确。
3)对于孔圆度的测量,可用三点接触式内径百分表进行近似测量,但测得的偏差是直径上的偏差,折半之后才是圆度偏差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。