



锁模力是指注塑机的合模机构对模具所能施加的最大夹紧力。在此力的作用下,模具不应被熔融的塑料所顶开。锁模力同公称注塑量一样,也在一定程度上反映出机器所能加工制件的大小,是一个重要参数,所以有的国家采用最大锁模力作为注塑机的规格标称。
为使注射时模具不被熔融的塑料顶开,锁模力(见图4-10)应为
F>KpA(4-7)
式中 F——锁模力(N);
p——注射压力(MPa);
A——制件在模具分型面上的投影面积(cm2);
K——考虑到压力损失的折算系数,一般在0.4~0.7之间选取。对黏度小的塑料(如尼龙),取0.7;对黏度大的塑料(如聚氯乙烯),取0.4。模具温度高时取大值,模具温度低时取小值。
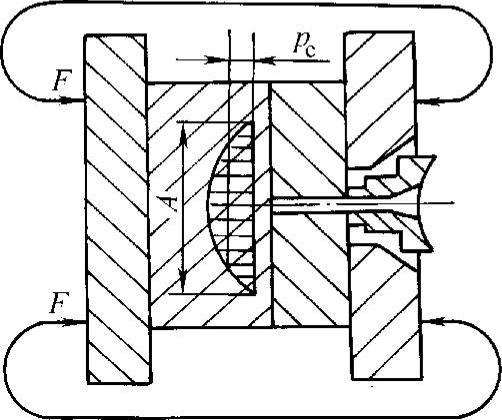
图4-10 型腔压力和锁模力(https://www.xing528.com)
有的资料把上式中p理解为模具型腔内熔料的平均压力,它是由实验测得的型腔内熔料总的作用力和制件在模具分型面上投影面积的比值,而把K称为安全系数,一般取1~2。
型腔内熔料的平均压力是一个比较难取的数值,这是因为它受各种因素的影响。这些因素包括注射压力、塑料黏度、成型工艺条件、制件形状和精度要求、喷嘴和流道形式,以及模具的温度等。
对一般用途的螺杆式注射机,平均型腔压力为20MPa左右,柱塞式注塑机要高些。加工黏度高的塑料、精度要求高的制件,型腔压力可达30~45MPa。表4-13列出了加工不同制件、不同塑料时,通常所选用的平均型腔压力的数值,供参考。
平均型腔压力的大小,涉及对锁模力的要求,也影响合模机构的设计。我国注塑机系列标准是根据平均型腔压力为25MPa确定锁模力的。
表4-13 通常所选用的平均型腔压力

近年来国外注塑机的锁模力有普遍降低的趋势,这是由于改进了注射螺杆的结构设计从而提高了塑化质量,对注塑量施行了精确控制,改善了注射速度并对其实现了程序控制,改进了合模装置,改善了螺杆和模具的制造精度和表面粗糙度等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。