



【摘要】:为了使注塑成型生产顺利进行,确保制件质量,成型前应对塑料原料的外观色泽、颗粒情况、有无杂质等进行检验,并测试其热稳定性、流动性和收缩率等指标。部分塑料成型前允许的含水量见表3-1。为了防止这种现象,成型前可对嵌件预热,以减小成型时与塑料熔体的温差,以避免或抑制嵌件周围的塑料产生收缩应力和裂纹。
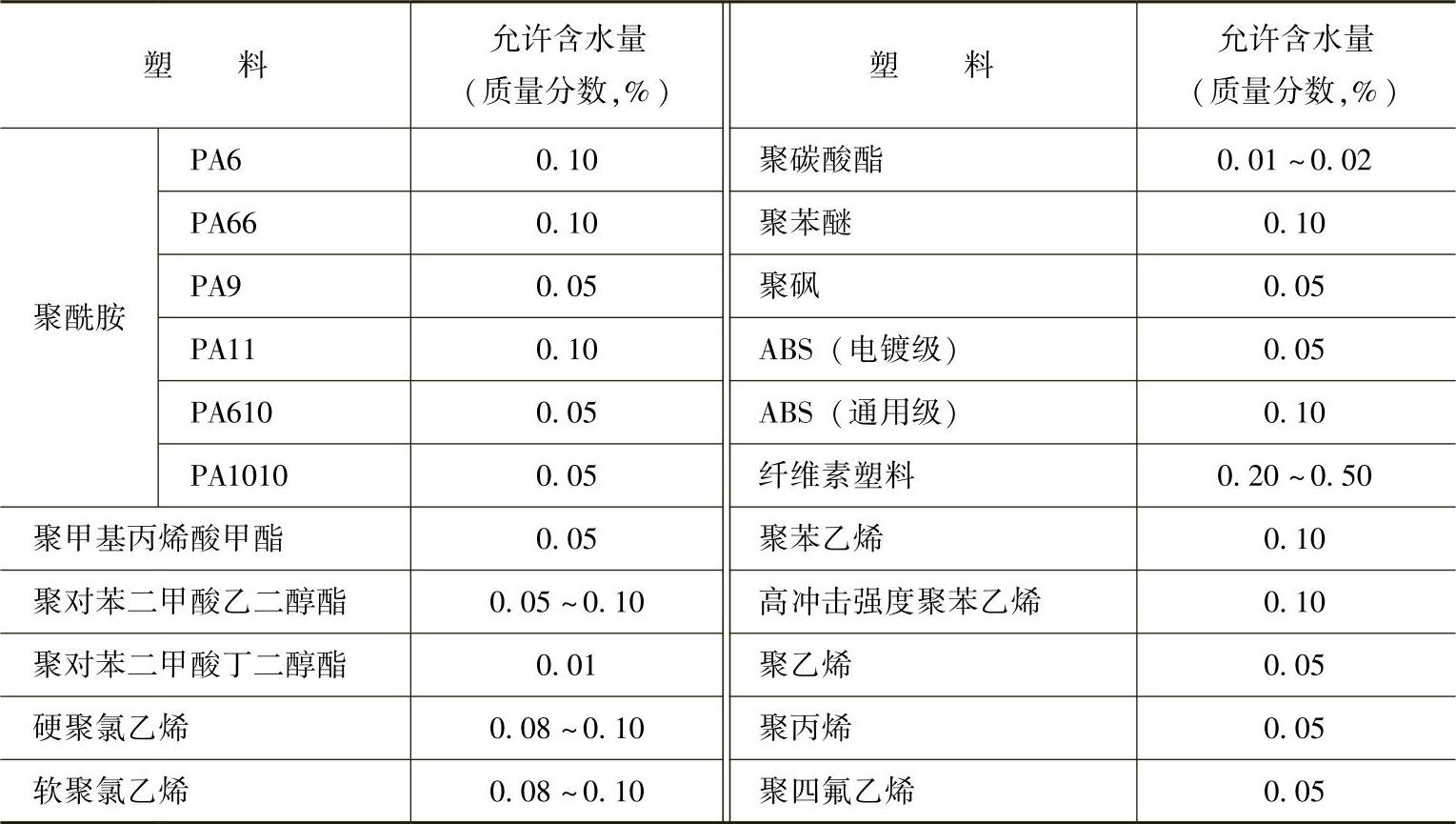
为了使注塑成型生产顺利进行,确保制件质量,成型前应对塑料原料的外观色泽、颗粒情况、有无杂质等进行检验,并测试其热稳定性、流动性和收缩率等指标。如不满足要求,应及时采取措施解决。对于吸湿性或亲水性强的塑料,如聚酰胺(尼龙)、聚碳酸酯、ABS等,应根据注塑成型工艺允许的含水量进行适当的预热干燥,以避免制件表面出现银纹、斑纹和气泡等缺陷。部分塑料成型前允许的含水量见表3-1。
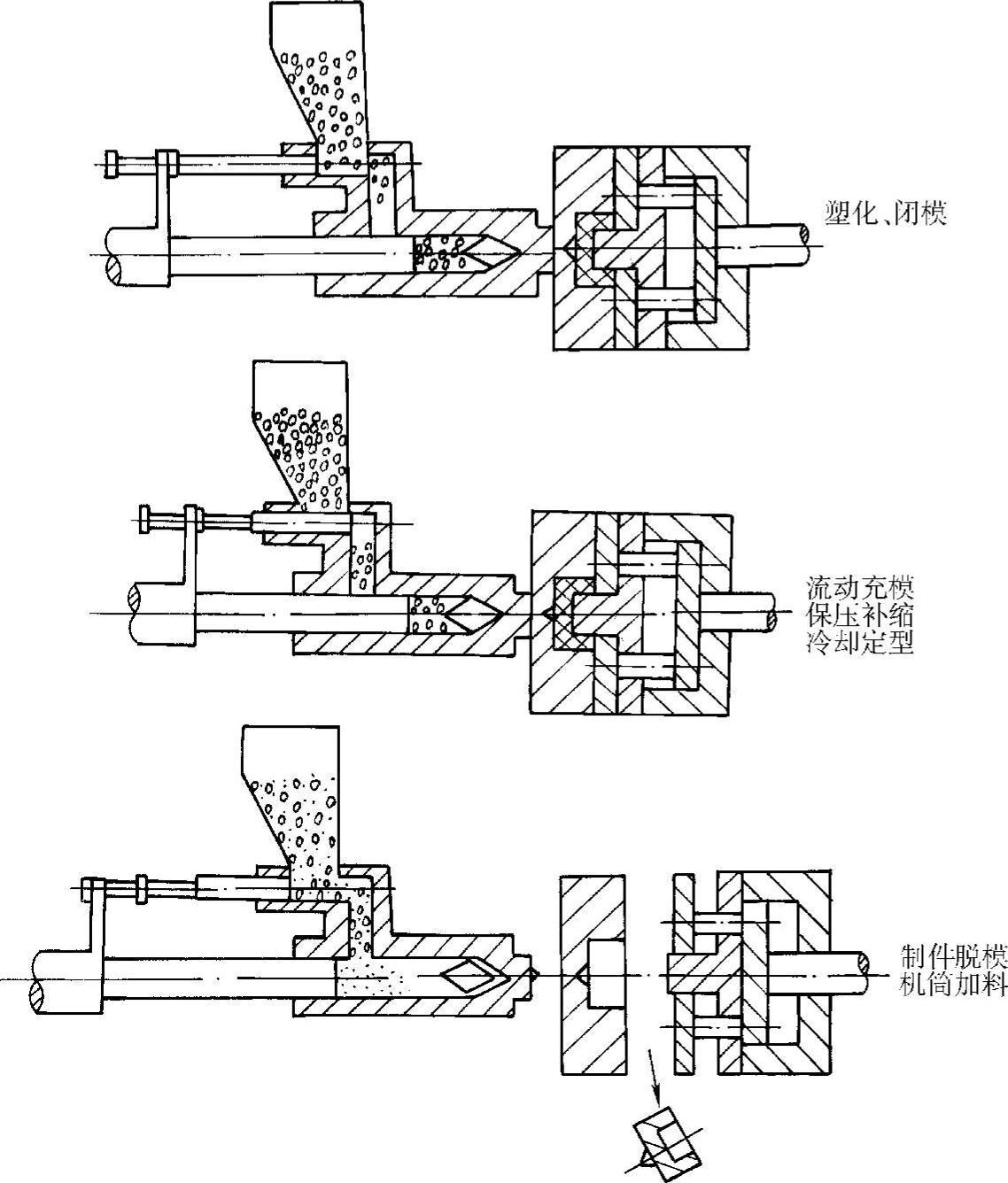
图3-1 注塑成型工艺过程
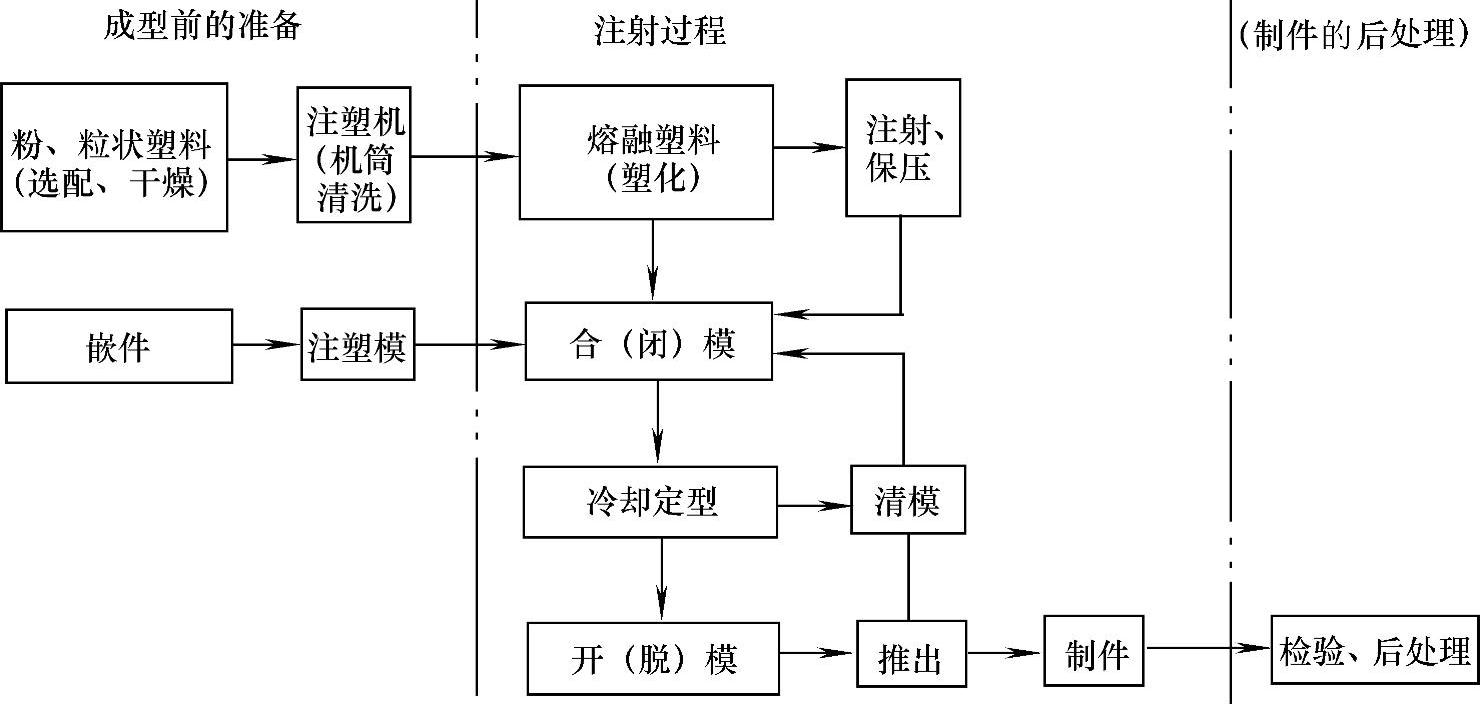
图3-2 注塑成型工艺过程循环图(https://www.xing528.com)
表3-1 部分塑料成型前允许的含水量
生产中如需改变塑料品种、更换塑料、调换颜色,或发现成型过程中出现了热分解或降解反应,均应对注塑机的机筒进行清洗或拆换。对于有金属嵌件的塑料制件,由于金属与塑料两者收缩率不同,嵌件周围的塑料容易出现收缩应力和裂纹。为了防止这种现象,成型前可对嵌件预热,以减小成型时与塑料熔体的温差,以避免或抑制嵌件周围的塑料产生收缩应力和裂纹。若塑料分子链柔顺性大,且嵌件较小时,可以不预热。为了使塑料制件易于从型腔内脱出,有的注塑模还需涂上脱模剂。常用的脱模剂有硬脂酸锌、液体石蜡和硅油等。除了硬脂酸锌不能用于聚酰胺之外,上述三种脱模剂对于一般塑料均可使用,其中尤以硅油脱模效果最好,只要对模具施用一次,即可长效脱模,但价格很高。硬脂酸锌多用于高温模具,而液体石蜡多用于中低温模具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。