



塑件的尺寸精度是决定塑件制造质量的首要标准。然而,在满足塑件使用要求的前提下,设计时总是尽量将其尺寸精度放得低一些,以便降低模具的加工难度和制造成本。在我国,最初被公认并广泛采用的塑件的尺寸公差标准是由原第四机械工业部制定的,见表2-15。该标准规定了8个精度等级,其中1和2两级属于精度技术级,只在特殊要求下使用。每种塑件可选用其中3个等级,即高精度、一般精度和低精度。
表2-15 塑料制件尺寸公差 (单位:mm)
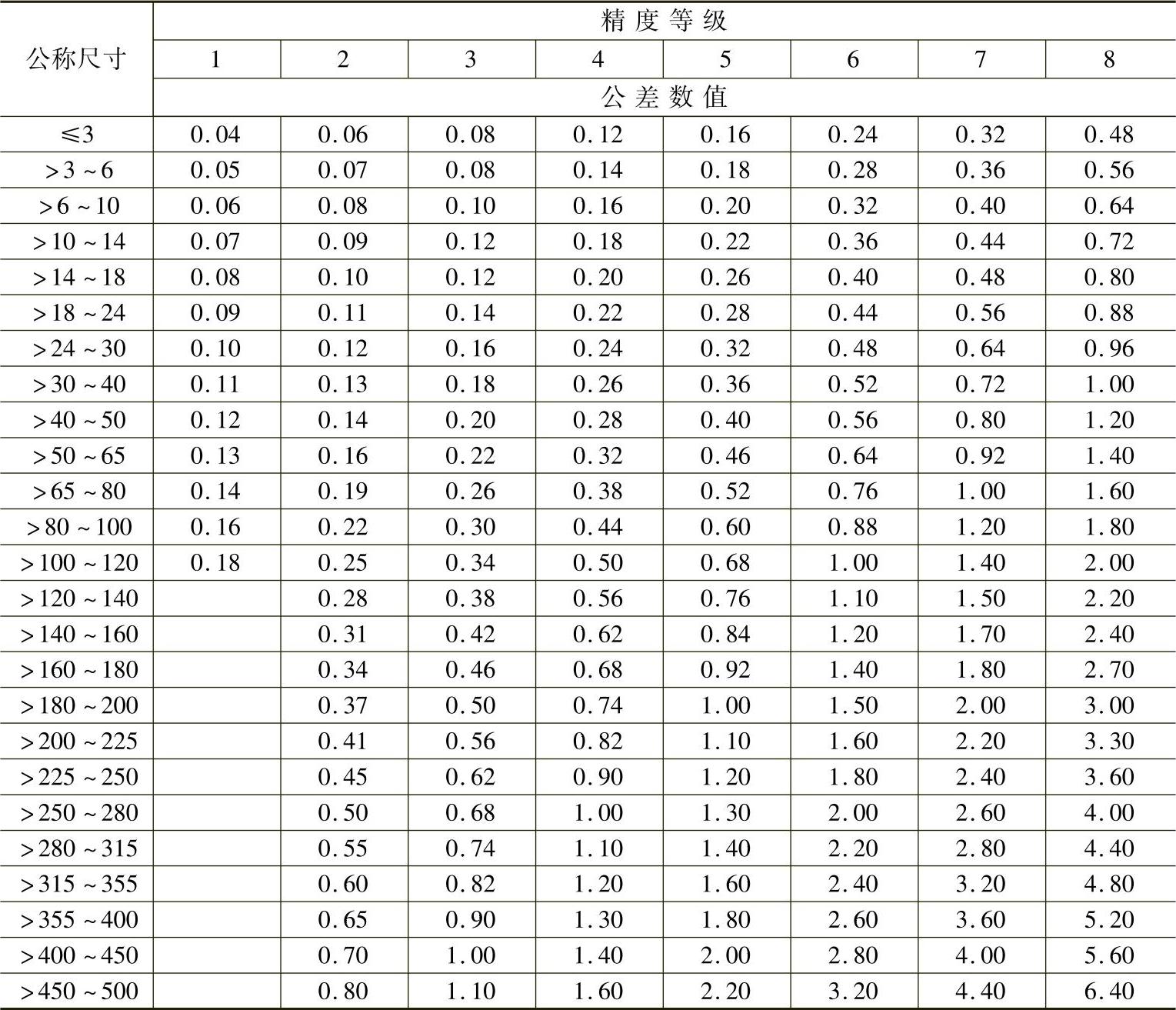
注:1.表中公差数值用于基准孔取正(+)号,用于基准轴取负(-)号。表中公差数值用于非配合孔取正(+)号,用于非配合轴取负(-)号,用于非配合长度取正负(±)号。
2.表中规定的数值以塑件成型后或经必要的后处理后,在相对湿度为65%、温度为20°C环境放置24h后,以塑件和量具温度为20°C时进行测量为准。
表2-15中只列出公差值,而具体的上、下偏差可根据塑件的配合性质进行分配。对于受模具活动部分影响甚大的尺寸,如注塑件的高度尺寸,受水平分型面溢边厚薄影响,其公差值取表中值再加上附加值。2级精度的附加值为0.05mm,3~5级精度的附加值为0.1mm,6~8级精度的附加值为0.2mm。
此外,对于塑件图上无公差要求的自由尺寸,建议采用标准中的8级精度。
由于塑料收缩偏差的存在,提高塑件公差,必然使塑件的废品率增加,成本提高。一般较小尺寸易达到高精度。
对塑件的精度要求,要具体分析,根据装配情况来确定尺寸公差。一般配合部分尺寸精度高于非配合部分尺寸精度。产品质量第一,但不是所有零件或塑件上所有部位的尺寸精度愈高愈好。对于塑件,当材料和工艺条件一定的情况下,很大程度上取决于模具的制造公差。而精度愈高,模具制造工序就愈多,加工时间愈长,从而模具的制造成本增高。表2-16是通常选用精度等级的参考值。
表2-16 精度等级的选用
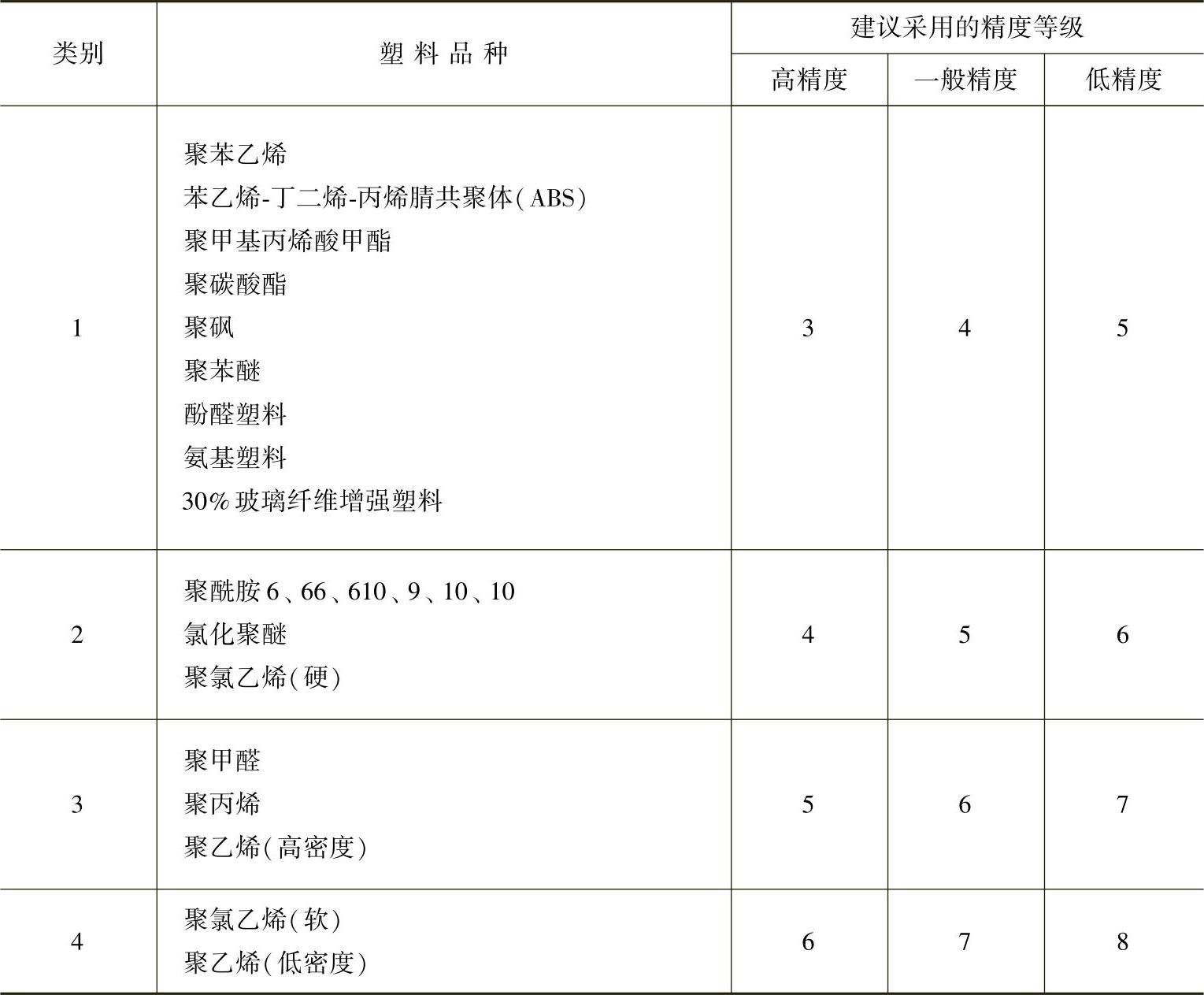
注:1.其他材料可按加工尺寸稳定性,参照上表选择精度等级。
2.1、2级精度为精密技术级,只有在特殊条件下采用。(https://www.xing528.com)
3.选用精度等级时,应考虑脱模斜度对尺寸公差的影响。
目前,国际上尚无统一的塑料制件尺寸公差标准,但各国有自行制定的公差标准,如德国的标准为DIN 16901,瑞士的标准为VSM 77012。表2-17和表2-18所示为我国颁布的SJ/T 10628—1995公差标准,可作为选用塑件精度等级和公差的主要依据。
表2-17 不受模具活动部分影响的尺寸公差 (单位:mm)
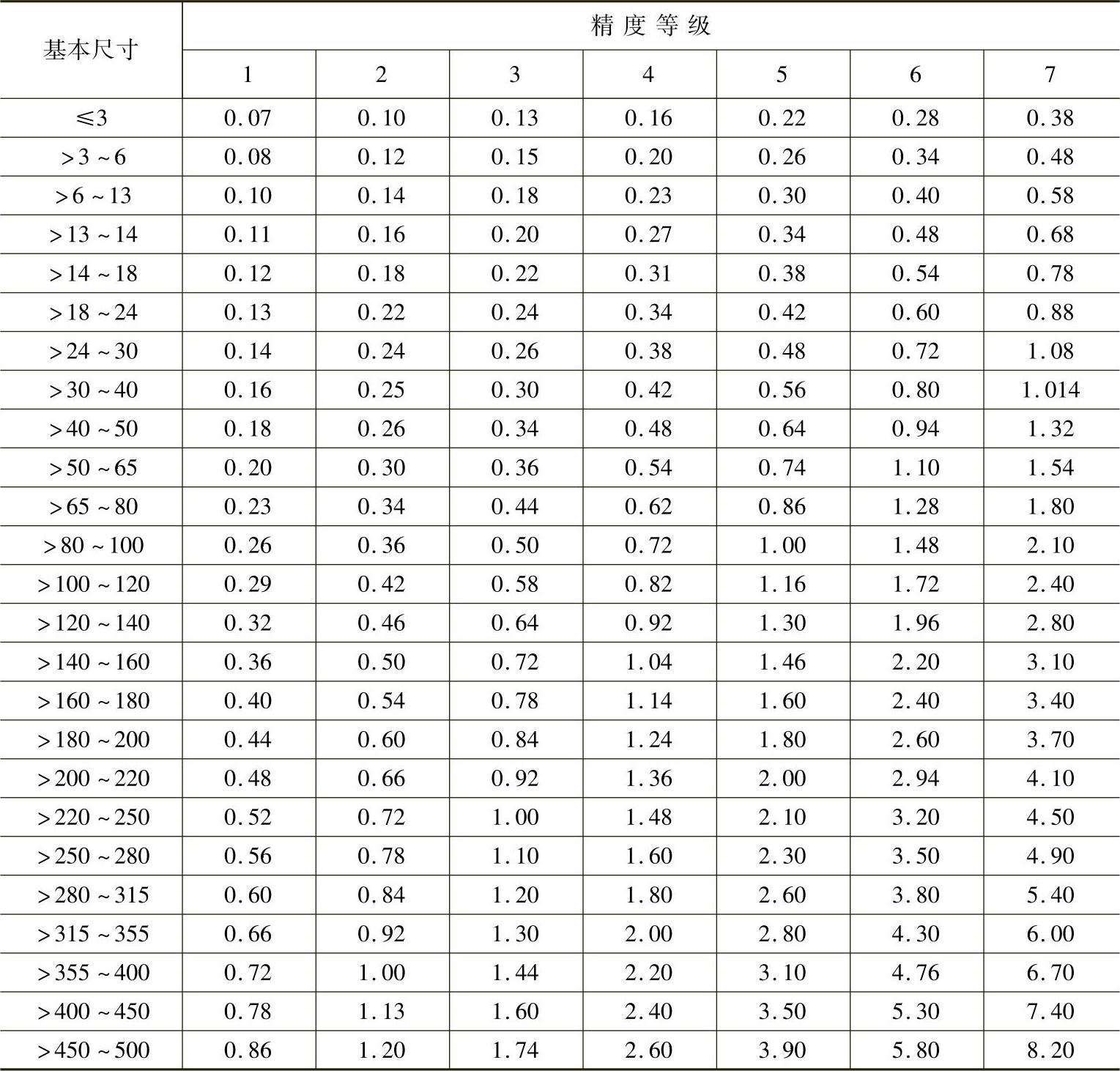
表2-18 受模具活动部分影响的尺寸公差 (单位:mm)

(续)

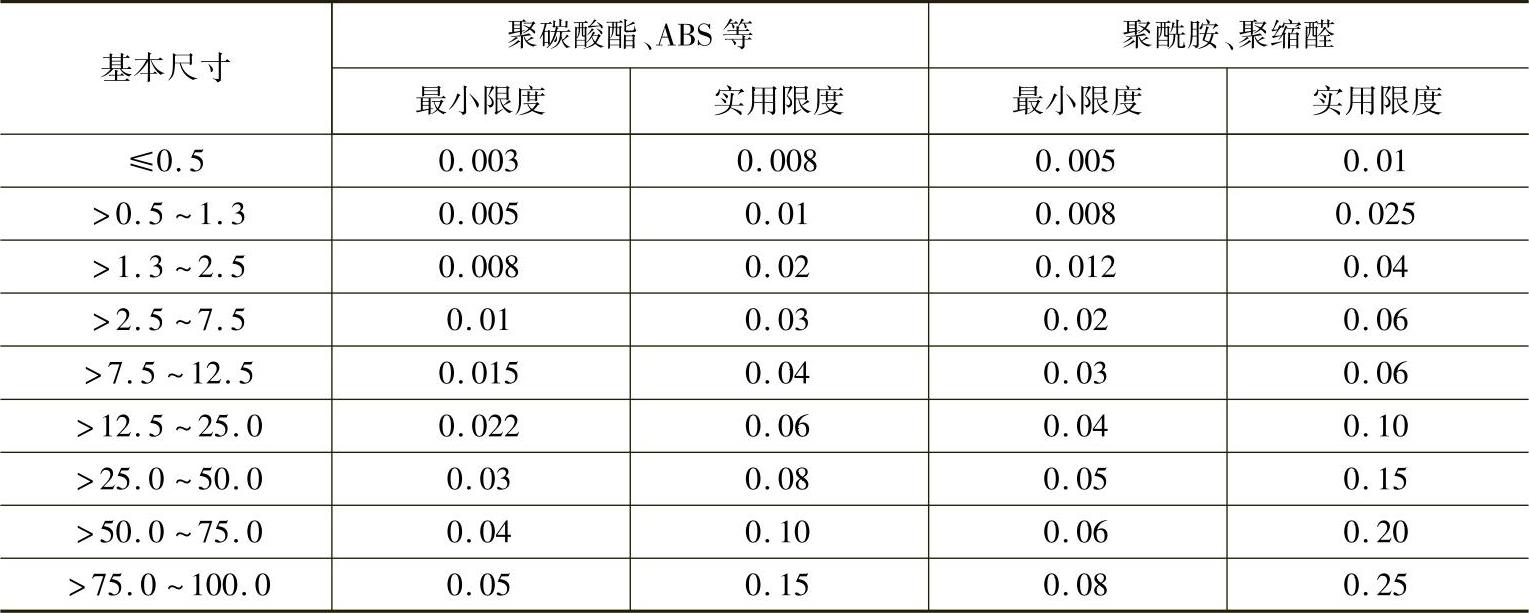
精密塑件公差数值,有资料建议应是基本尺寸的0.1%~0.5%。虽然目前尚未制订标准,但可从日刊文献中得以佐证,大致与表2-17所列1级精度相当。表2-19列出了该文献提供的数据。
表2-19 精密塑件公差 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。