



注塑成型也称注射成型,它是目前塑料加工中最普遍采用的方法之一,可用来生产空间几何形状非常复杂的塑料制件。由于它具有应用面广、成型周期短、花色品种多、制件尺寸稳定、产品易更新换代、生产效率高、模具服役条件好、塑件尺寸精度高、生产操作容易实现机械化和自动化等诸多优点,因此,在整个塑料制件生产行业中,注塑成型占有非常重要的地位。目前,除了少数几种塑料品种外,几乎所有的塑料(即全部热塑性塑料和部分热固性塑料)都可采用注塑成型。据统计,注塑制件约占所有塑料制件总产量的30%,全世界每年生产的注塑模数量约占所有塑料成型模具数量的50%。
注塑成型原理如图1-1所示。将塑料颗粒定量加入到注塑机的机筒内,通过机筒的传热,以及螺杆转动时产生的剪切摩擦作用使塑料逐步熔化呈黏流状态,然后在柱塞或螺杆的高压推挤下,以很大的流速通过机筒前端的喷嘴注入到温度较低的闭合模具的型腔中。由于模具的冷却作用,型腔内的熔融塑料逐渐凝固并定型,最后开启模具便可从型腔中推出具有一定形状和尺寸的注塑件。上述过程大致可归纳为:
加料—塑料熔融—注塑—冷却定型—塑件脱模。
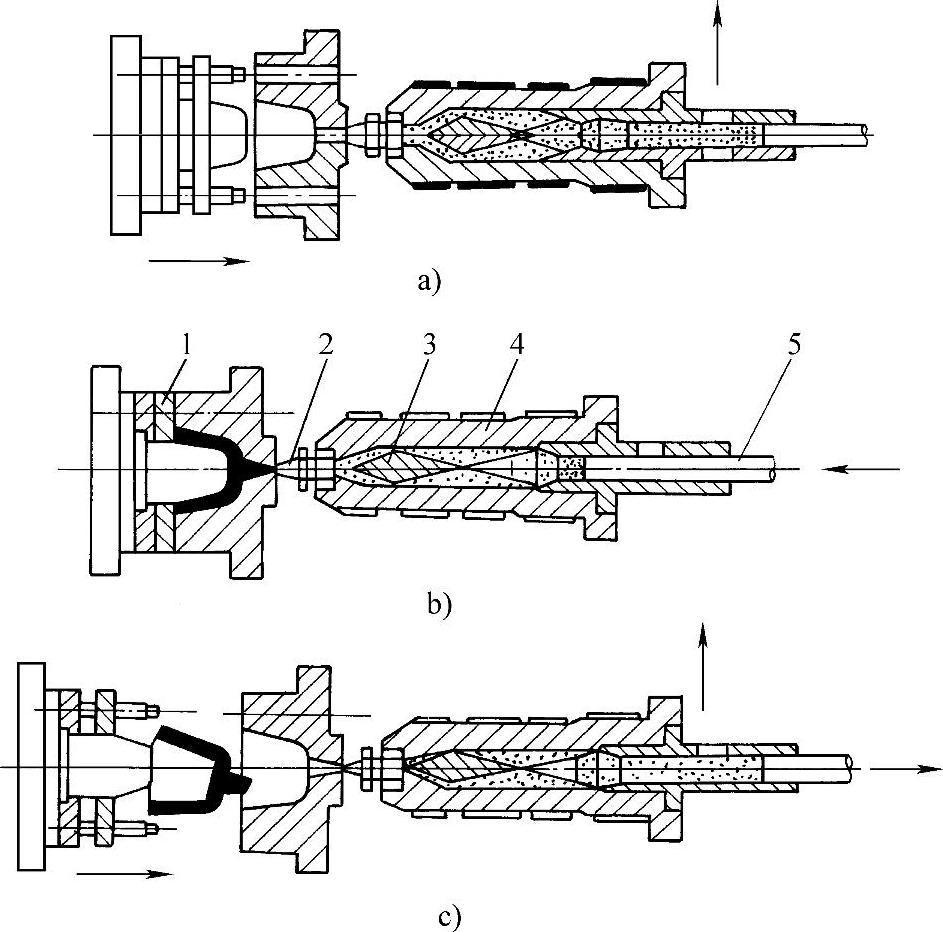
图1-1 注塑成型原理图
a)塑料在机筒内被加热并塑化至流动状态 b)高压和高速将熔融塑料注入到温度较低的模具型腔中 c)冷却、凝固定型后塑件脱模
1—模具 2—喷嘴 3—分流梭 4—机筒 5—注射柱塞
由上文可知,所谓热塑性塑料的注塑,是指将塑料加热熔融后,使其流入模具中经冷却固定而得到具有所要求形状成型品的操作过程。其原理和糖果的成型或金属的砂型铸造没什么不同,但热塑性塑料在成型中,仅仅是把其熔融并使之自然地流入到模具中固化,是不可能制成完好的制件的。这是因为塑料的熔融黏度极高,靠其自然流入到模具中赋予形状是不可能的。(https://www.xing528.com)
为了使熔融的塑料充分地流入模具中型腔的各个角落而获得具有复杂的形状,且其表面上没有缩痕、内部没有空隙的制件,必须在成型时对熔融塑料加上很高的压力才行。生产实践证明,获得完整无缺及表面光洁的注塑件的必要条件,就是要求有一定的压力及一定的速度。
由注塑成型的过程分析可知,塑料要经过三个阶段的转换:一是塑料未进入机筒前的颗粒状态;二是塑料在机筒中经塑化流动而达到的黏流状态;三是塑料通过注塑模浇注系统的充模流动及冷却凝固而定型。在第一个阶段中,塑料在进入机筒前的流动,属于颗粒料流,主要是塑料受到机械力等的作用而产生的塑料颗粒运动。在第二个阶段中,塑料在机筒热和剪切热等的作用下,发生塑化熔融而在机筒中作糊状流动,这种流动在机筒内每一部位的流动状态基本保持恒定,属于稳定流动。在第三个阶段中,黏流状态的塑料在一定的压力及速度下,通过注塑模浇注系统进行充填型腔流动,其流动状态不能保持恒定,属于非稳定流动,因此,第三阶段的流动是注塑件成型的关键阶段。必须指出,影响每个阶段的变化因素有:
1)塑料有自身的物性参数和本构关系(固有特性、内因)。
2)一定量的塑料聚集在一起形成一个宏观结构。
3)塑料宏观结构周围的非塑料本身的结构(如注塑模、注塑机等)构成塑料的几何边界。
4)塑料要受到来自外界或其内部的各种力,包括机械力(如压力、剪切力、摩擦力等)、物理力(如热、结晶、相变等物理变化力)、化学力(如热分解等化学变化力)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。